Interacción de los Objetos Virtuales, el Conocimiento y la Industria
LIBRO INTERACTIVO
![]()
Interacción de los Objetos Virtuales, el Conocimiento y la Industria
Sonia Jaquelliny Moreno Jimenez
Diana Maria Montoya Quintero
Fondo Editorial![]()
Medellín
Interacciòn de los Objetos vituales, el conocimiento y la industria
Sonia Jaquelliny Moreno Jimenez (Instituto Tecnológico Metropolitano, ITM)
Diana Maria Montoya Quintero (Instituto Tecnológico Metropolitano, ITM)
Colaboradores
Olga Lucia Larrea Serna
Jhon Alexander Toro
Carlos Aguilar
Primera edición: 2019
Diseño del libro:Juan Guillermo Rivera
Diseño de cubierta: Sonia Jaquelliny Moreno Jimenez
Librería turn.js: Emmanuel García
Herramienta de edición: DescartesJS
Fuente: Amaranth
Fondo Editorial Pascual Bravo
Calle 73 73A-226
PBX: (574) 4480520
Apartado 6564
www.pascualbravo.edu.co
ISBN: 978-958-52584-9-5

Tabla de contenido
1. QUE ES LA GESTIÓN DEL CONOCIMIENTO13
1.1 MODELOS DE GESTION DEL CONOCIMIENTO18
1.1.2. MGC Capital intelectual22
1.2.1. Representación Geométrica del Modelo 27
1.2.2. Interactivo Palabras Claves el Ahorcado 31
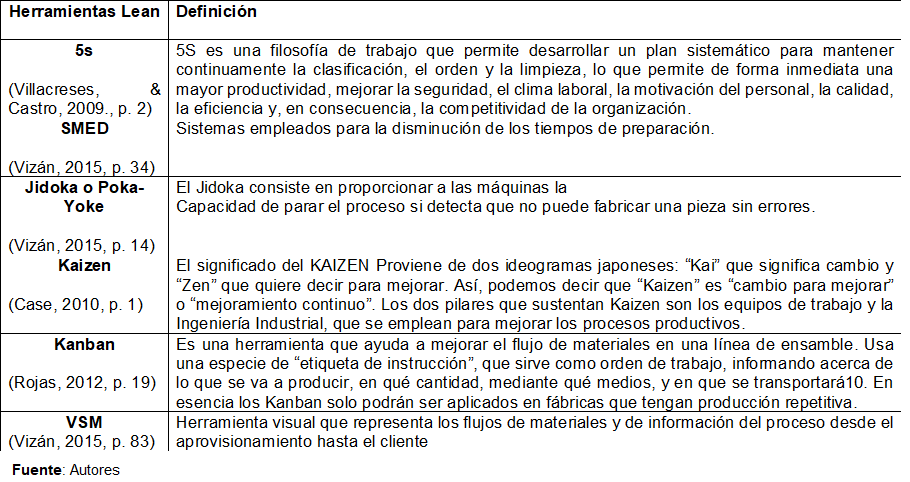
2. HERRAMIENTAS LEAN MANUFACTURING33
2.2 Antecedentes en libros 1930-201841
2.3 Herramientas Lean para los capítulos siguientes 44
2.4 Interacitvo Sopa de Letras45
3. 5S. PAPELERIA MUNDOCOPIAS48
3.1 Análisis del Diagrama Espina de pescado51
3.2.1. Aplicación 1s – Separar y eliminar innecesarios (Seiri)54
3.2.2. Aplicación 2s – Situar e identificar necesarios (Seiton) 57
3.2.3. Aplicación 3s - Suprimir la suciedad (Seiso) 59
iii
3.2.4. Aplicación 4s – Señalizar (Seiketsu) 61
3.2.5.Aplicación 5s – Sostener, mejorar continuamente (Shitsuke) 62
4.1. Proceso de Implementación de Kanban72
4.2.2. Descripción de las etapas de fabricación en condiciones normales78
4.2.3. Seis sombreros para pensar 80
4.4 Interactivo Asocia image84
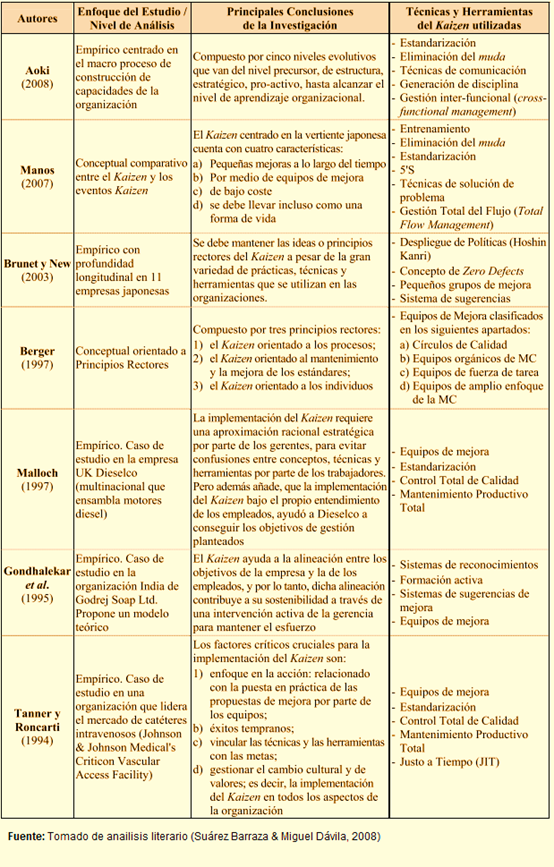
5.1. Investigaciones del Kaizen en su vertiente japonesa89
5.2. Implementacion kaizen combinada con la gestión del conocimiento 91
5.2.1. Se identifica los macroporceso91
5.2.1. Se identifica los macroporceso91
5.2.2. Recopilación y clacificación de la información por macroprocesos92
5.2.3. Valoración de capacidades 93
5.2.5. Plan cierre de brechas95
5.2.6. Cierre de brechas desde la norma96
5.2.7. Objetivos trazados para la implementación de Kaizen97
5.2.8. Continuidad del conocimiento98
iv
6.1. Eliminar defectos en dos estados 101
6.3. Descripción de las etapas de fabricación sin dispositivos109
6.4. Resultados de la ludica109
6.5 Interactivo Asocia texto112
7.1.1. Pasos de implementación de la herramienta SMED 120
8.2. Fases de implementacion VSM 142
8.3. Pasos de implementación caso MARCAZETA144
9.2. ESTUDIO DE CASO:IMPLEMENTACIÓN EN GRUPO CORONA166
9.3.RESULTADOS PLANTA GIRARDOTA168
v
vi
Prefacio
Todos los recursos incluidos en este libro se basan en el estándar HTML5 y consecuentemente son plenamente accesibles y operativos en cualquier ordenador, tableta o smartphone sin más que utilizar un navegador compatible con dicho estándar. Diseñar en HTML5, significa que usaremos:
- Lenguaje HTML
- Hojas de estilo CSS
- Programación en JavaScript
La imagen de la portada es una creación de los autores en GeoGebra 5.0, además de ello podrás contar con los siguientes recursos:
 Impresora: este icono lo encontrarás en la esquina superior derecha de la pantalla.
Impresora: este icono lo encontrarás en la esquina superior derecha de la pantalla.
vii
 Calculadora: este icono lo encontrarás en la esquina superior derecha de la pantalla. Con ella podrás realizar incluso cálculos estadísticos.
Calculadora: este icono lo encontrarás en la esquina superior derecha de la pantalla. Con ella podrás realizar incluso cálculos estadísticos.
Algunos aspectos a tener en cuenta en este libro de principios de Álgebra Lineal.
- Navegación. Para pasar de una hoja a otra se dispone de varias alternativas:
- i) haciendo clic en las flechas de los extremos
- ii) haciendo clic en las esquinas de cada página
- iii) arrastrando la página desde una de sus esquinas,
- iv) haciendo clic al interior de una página y luego usando las flechas del teclado,
- v) desde la tabla de contenido. Cuando una página tenga una escena interactiva, no se recomienda el uso del arrastre de la página.
- Tabla de contenido. Se puede acceder a la tabla de contenido haciendo clic en los botones ubicados en la esquina superior izquierda del libro.
- Calculadora. Algunas actividades propuestas requieren del uso de la calculadora, para ello, se puede abrir la calculadora Descartes, desarrollada por Enric Ripoll Mira.
- Impresora. Se ha dispuesto de un acceso ápido a la impresora, en orientación horizontal y ajuste automático. El contenido a imprimir corresponde a las páginas mostradas en la pantalla.
- Ventanas emergentes. Algunas ventanas emergentes han sido necesarias, para ampliar imágenes, escenas interactivas, para la calculadora o para mostrar información adicional.
- Escenas interactivas. Se recomienda esperar a que termine de cargar cada escena, antes de interactuar con ella.
viii
- Escenas Descartes. Todas las escenas Descartes han sido diseñadas o actualizadas con el nuevo editor DescartesJS.
- Escenas GeoGebra. Las escenas interactivas fueron diseñadas o actualizadas con la versión 5.0.297.0 de GeoGebra. Dado que el intérprete de GeoGebra exige más recursos del ordenador, la carga de las escenas será más lenta.
- Navegador. El libro ha sido probado en los siguientes navegadores: Firefox, Chrome, Opera y Safari. Se recomienda el uso de Chrome. No se recomienda Explorer o Edge.
Todas las escenas interactivas serán resaltadas por un rectángulo con esquinas redondeadas de color azul y debajo de esa escena interactiva un botón para ampliar.
Los vídeos tendrán un botón de play en estado "off" y un botón de sonido (inicialmente en estado de apagado).
ix
x
Introducción
La gestión del conocimiento se ha consolidado como un eslabón en las organizaciones, bajo este panorama son muchas las organizaciones que tienen como propósito la crear, consolidar y atesorar el conocimiento, para tal finalidad se valen de estrategias en su mayoría, mediada por las TIC que posibilitan ir tras este propósito.
Este libro se constituye como un aporte a lo enunciado, configurándose como una estrategia de divulgación del conocimiento bajo el esquema de Objeto Interactivo de Aprendizaje OIA, buscando fortalecer los procesos de producción y calidad teniendo en cuenta como estrategias las escenas interactivas, videos motivadores, así como experiencias del capital intelectual, los activos intangibles de la organización y las herramientas de Lean Manufacturing.
En el primer capítulo se presenta una introducción general a la gestión del conocimiento, en los escenarios de: educación, capital intelectual, organizaciones y redes sociales. El segundo capítulo expone la historia de las herramientas Lean Manufacturing, mediante un recorrido desde las empresas pioneras y los métodos de mayor uso. El tercer capítulo expone un caso de uso de la herramienta 5S. En los capítulos cuatro a nueve, se abordan las herramientas: KANBAN, KAIZEN, POKA-YOKE, SMED, VSM y Causa Efecto, respectivamente.
Las autoras, esperan que esta OIA sea de gran provecho tanto para las organizaciones como para la academia, siendo menester, traer a colación ejemplos de aplicación en el mundo real.
11
12
Gestión del conocimiento
Sonia Jaquelliny Moreno Jimenez
Diana Maria Montoya Quintero
14
1. ¿Qué es la gestión del conocimiento?
 La gestión de conocimiento es un concepto dinámico o de flujo Fainholc (2006). Afirma que “la gestión del conocimiento es un papel central en el planteamiento estratégico situacional de toda organización educativa
en general” (p. 1) además la (Técnica, 2015, p. 16) NTC ISO 90001:2015 en el literal 7,2 que tiene como debe para una organización el conservar la información documentada apropiada el literal 7.1.6 Conocimientos de la organización: La organización debe determinar los conocimientos necesarios
para la operación de sus procesos y para lograr la conformidad de los productos y servicios. Estos conocimientos deben mantenerse y ponerse a disposición en la medida en que sea necesario (p. 16). 2.
La gestión de conocimiento es un concepto dinámico o de flujo Fainholc (2006). Afirma que “la gestión del conocimiento es un papel central en el planteamiento estratégico situacional de toda organización educativa
en general” (p. 1) además la (Técnica, 2015, p. 16) NTC ISO 90001:2015 en el literal 7,2 que tiene como debe para una organización el conservar la información documentada apropiada el literal 7.1.6 Conocimientos de la organización: La organización debe determinar los conocimientos necesarios
para la operación de sus procesos y para lograr la conformidad de los productos y servicios. Estos conocimientos deben mantenerse y ponerse a disposición en la medida en que sea necesario (p. 16). 2.
Pensamientos de Gestion del conocimiento
"La organización y estructuración de los procesos, mecanismos e infraestructuras organizativaspara crear, almacenar y reutilizar los conocimientos de la organización" (Huang, Lee y Wang (1999)
”Trata de extraer lo mejor de las personas de la organización utilizando sistemas que permiten que la información disponible se convierta en conocimiento” Moya-Angeler(2001)
15
 “Es la tarea de reconocer un activo humano enterrado en las mentes de las personas y convertirlo en un activo empresarialal que puedan acceder y que pueda ser utilizado por un mayor número de personas”
Marshall, Prusaky Shpilberg(1997)
“Es la tarea de reconocer un activo humano enterrado en las mentes de las personas y convertirlo en un activo empresarialal que puedan acceder y que pueda ser utilizado por un mayor número de personas”
Marshall, Prusaky Shpilberg(1997)
“Es el conjunto de procesos que permiten utilizar el conocimiento como factor clave para añadir y generar valor” Tejedor y Aguirre (1998)
"Donde hay una empresa de éxito, alguien tomó alguna vez una decisión valiente”. Peter Drucker
"Innovar es encontrar nuevos o mejorados usos a los recursos de que ya disponemos". Peter Drucker
"La cultura no es atributo exclusivo de la burguesía. Los llamados "ignorantes" son hombres y mujeres cultos a los que se les ha negado el derecho de expresarse y por ello son sometidos a vivir en una "cultura del silencio". Paulo Freire
"El aumento del conocimiento depende por completo de la existencia del desacuerdo" "El conocimiento se fundamenta en la discrepancia entre opiniones contrapuestas." Frases del sociólogo austriaco Karl Popper
16
Por tanto, la Gestión del Conocimiento (GC) se refiere más a la capacidad de aprender y generar conocimiento nuevo o mejorar el que existe. Aquí se puede aventurar a definir la gestión del conocimiento como un sistema facilitador de la búsqueda, codificación, sistematización y difusión de las experiencias individuales y colectivas del talento humano de la organización, para convertirlas en conocimiento globalizado, de común entendimiento y útil en la realización de todas las actividades de la misma, el cual permita generar ventajas sustentables y competitivas en un entorno dinámico.en el siguiente video encotraremos otro concepto 3
17
1.1 Modelos de Gestión del Conocimiento
Se presentan los resultados obtenidos en la caracterización de los Modelos de Gestión del Conocimiento (MGC), para ello se obtuvo criterios de comparación frente a estos que permiten hallar el objetivo orientado al apoyo del desarrollo de un modelo que integre estos tres saberes, la GC, las herramienta lean y los Objetos Interactivos; posteriormente al estudio realizado frente a los MGC acorde con Educación, Capital Intelectual, Aprendizaje en la organizaciones y Redes sociales; teniendo presente las funcionalidades y características de cada uno de ellos.
1.1.1. MGC Educación
18
1.1.2. MGC Capital Intelectual
Según los autores Medina, Melián González, & Hormiga Pérez (2007). El concepto de capital intelectual ha sido utilizado en la literatura académica desde hace muchos años; sin embargo, no es hasta épocas recientes cuando un pequeño grupo de empresas, entre las que se encuentran Skandia, Dow Chemicals y el Canadian Imperial Bank, lo generaliza para hacer referencia a todos los activos intangibles (pág. 2). Teniendo en cuenta que el objetivo final de todo proceso de GC es el de apoyar la generación de Capital Intelectual para cualquier organización o para la persona. En este sentido para poder incrementar el capital intelectual mediante la GC, éste debe poder ser medido o visualizado de alguna manera, para esto hay distintos modelos de Capital Intelectual de los cuales se toman los más mencionados en la literatura hallada. Modelo Intelletus, Modelo de Skandia, Modelo NOVA, Modelo Balanced Scorecard, Modelo Dow Chemical Model, Modelo valoración del Capital Intelectual, Modelo Canadian Imperial Bank
Modelo Intellectus
El modelo fue desarrollado en el Centro de Investigación sobre la Sociedad del Conocimiento (CIC) y contrastado a través del Foro del Conocimiento e Innovación Intellectus durante el periodo 2002-2003, gracias a la colaboración de un amplio y relevante grupo de trabajo, representando a la comunidad académica y profesional relacionado con la teoría y la práctica de la Administración y Dirección de Empresas. En el 2010 el modelo tubo nuevamente una revisión en la cual se trazaron los siguientes objetivos:
19
- Clarificar la lógica que construye y desarrolla el contenido del modelo basada, de una parte, en un “árbol de pertinencia” o “análisis morfológico” para estructurar aquél por componentes, elementos, variables e indicadores y, de otra, incorporar la “lógica difusa” o el “análisis de conjuntos borrosos”, dado que ciertos elementos y variables pueden aparecer indistintamente en uno u otro componente o capital, e inclusive en ambos, cuestión que debe resolver la propia organización según su realidad y necesidad de comportamiento.
- Mejorar la estructura lógica del modelo incorporando una nueva fundamentación metodológica en su diseño para incorporar una función de dinamización que explique la evolución de sus elementos y variables, expresivos del valor que se desea revelar, gracias a las relaciones causa-efecto de los procesos que integran los conceptos que actúan como aceleradores de dicho valor.
- Reestructurar el modelo con la incorporación de un nuevo componente o capital, que responda a la nueva fundamentación metodológica y a la nueva lógica que dinamice la estructura del nuevo modelo. Elaborar un “índice sintético”, a partir de un “mapa de variables y de indicadores principales”, que pueda responder a una “medida cuantitativa” relevante, agregada y representativa del conjunto de activos intangibles que se quieren revelar y evaluar. Índice que facilitará estudios comparativos y evolutivos en organizaciones y sectores de actividad diferentes.
- Concretar la metodología para disponer, en consonancia con el objetivo anterior, de series históricas significativas sobre elementos, variables e indicadores que permitan llevar a cabo un análisis estratégico sobre la gestión del capital intelectual en la creación de valor de la organización. Proponer una guía metodológica para la elaboración del Informe de Capital Intelectual, orientado a completar la información contenida en la memoria anual (balance, cuenta den resultados e informe de gestión), con datos e indicadores (no financieros) sobre activos intangibles, la función de I+D y la actividad de innovación de la organización. (Bueno, Murcia, Longo, Merino, del Real, Fernández & Salmador, 2011, p. 5)
20
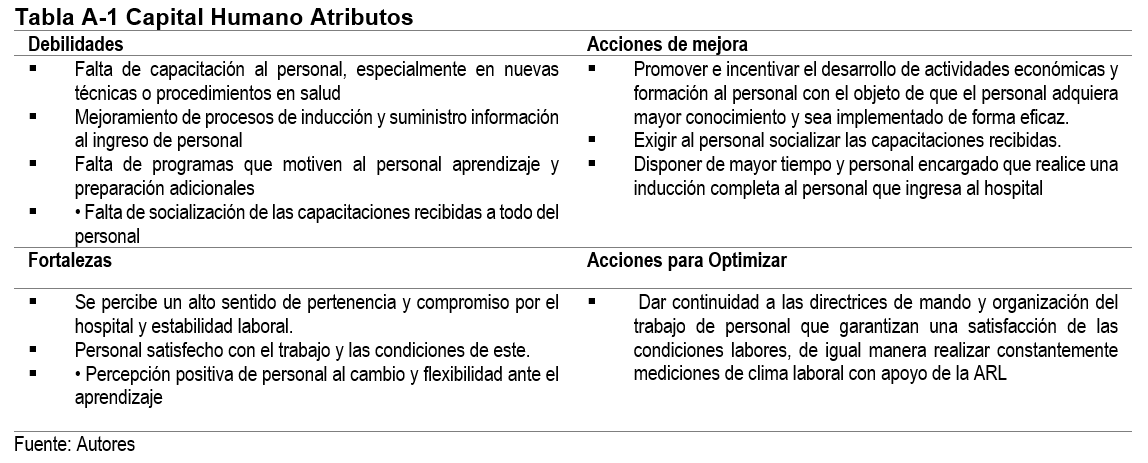
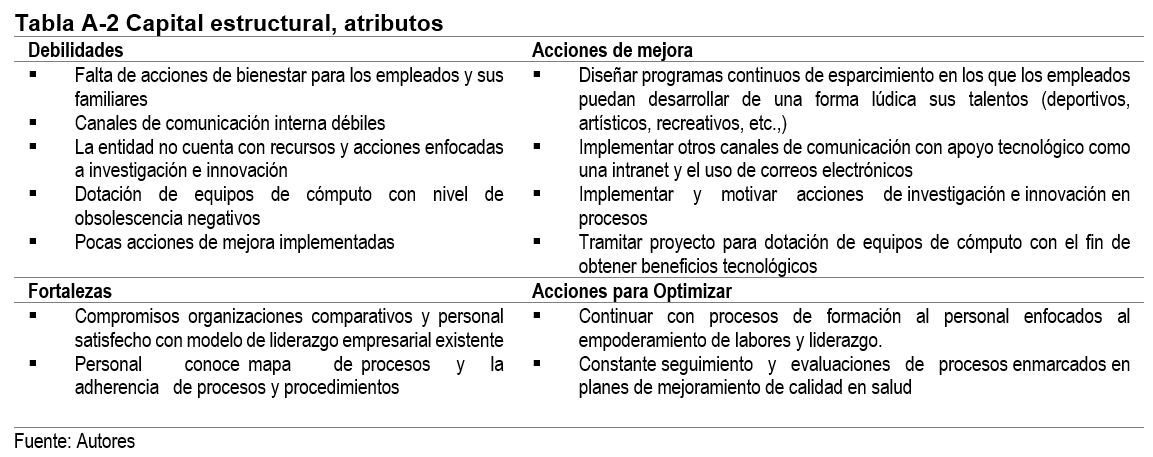
El modelo hace un análisis al capital humano, estructural y relacional del cual se puede concluir las acciones de mejora, fortalezas, debilidades y acciones para optimizar las cuales están contenidas y distribuidas de acuerdo con el capital que pertenecen y se ven reflejadas en las Tablas A-1(Capital Humano), A-2 (Capital Estructural), A-3 (Capital Relacional).
21

Con los resultados obtenidos, se concluye de la literatura que no se halla en los MGC uno que enseñe o que intervenga las Herramientas Lean a través de los OIA, motivo por el cual se tomó la decisión como estrategia de apropiar características de MGC, herramientas Lean y los Objetos Interactivos de Aprendizaje para la construcción y diseño de un modelo de gestión del conocimiento integrando estos tres saberes, mediante el “Teorema de la Pizza”.
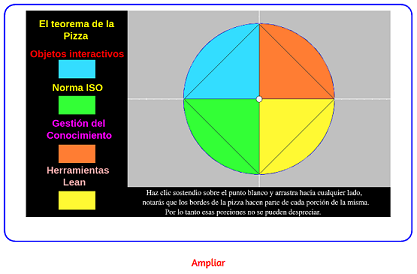
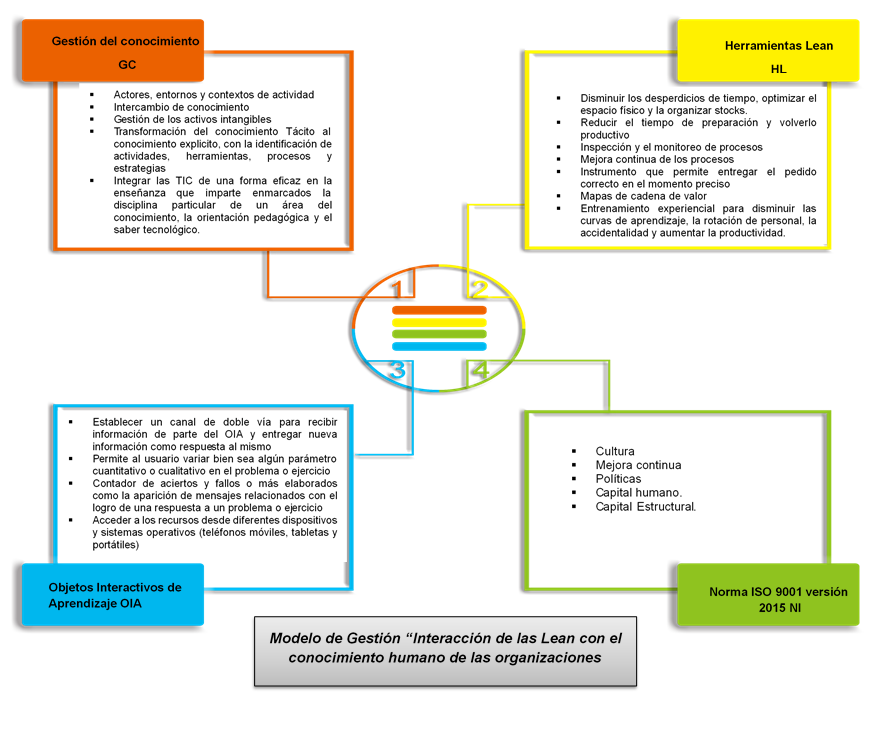
La creación del nuevo modelo que se propone en esta investigación se utilizó el Teorema de la Pizza, la cual es una notación matemática que para este caso en particular, fue nuestro interés partir trozos de una forma circular con una misma superficie para los métodos y materiales de esta en tres porciones (GC, HL y OIA), estos métodos se desprende de una cuarta porción que hacen parte de la integridad de las normas ISO 9001 version 2015, norma las cuales quedan contenidas en un mismo circulo, como producto de los ingredientes de estos métodos para crear una pizza de 4 porciones. Ya que el teorema indica, como obtenidos mediante 2 cortes pasa por un punto en común y forman un ángulo de 90 grados entre ellos, entonces la suma de las áreas de los 4 trozos alternos son iguales.
Como soporte del Teorema de la pizza se hace un analisis bibliometrico de las siguientes bases de datos. (dar clic en el nombre para encotrar los resultados)
25
1.2 Teorema de la pizza
El “Teorema de Pizza” (Katona, Schrijver, & Szőnyi, 2010, p. 63) la cual es una notación matemática que para este caso en particular de esta investigación, fue nuestro interés partir trozos de una forma circular el modelo de gestión que se propone partiendo la circunferencia con dos cortes que pasan por un punto en común formando ángulos de 90 grados entre ellos, entonces la suma de la áreas alternas son iguales; ósea dividida en 4 porciones de acuerdo con los objetivos de investigación y la investigación en general repartida de la siguiente forma con sus respectivas variables:
- Gestión del conocimiento (GC) 25%
- Las Herramientas Lean (HL) 25%
- Los Objetos Interactivos de Aprendizaje (OIA) 25%
- Normas ISO NTC 9001 versión 2015 (NI) 25%
Así mismo, cada valor dada a cada una de las porciones es de un 25% del 100% para el caso en particular de integridad del modelo en su totalidad se aplicó el teorema de la pizza y cada uno de sus cálculos están fundamentados en base a la circunferencia unitaria que corresponde a:
La escena interactiva fue diseñada por John Garcia con el programa Descartes JS.
26
1.2.1 Representación geométrica del modelo de gestión
Sin importar que tanto se amplie o se mueva la representacion geométrica del modelo de gestión, siempre va tener el mismo valor no debe cambiar y cada una de sus porciones tienen la misma importancia
27
El modelo que se planteo esta acompañado de elemtos propios de cada variable como se observa en la figura
28
Como se observa la figura 4 la pizza tiene forma geométrica y cada variable corresponde un color que significa:
OIA El Azul es un color fresco, tranquilizante y se le asocia con la mente, a la parte más intelectual de la mente y lo que busca con lo OIA es que sea de agrado del usuario con su diseño he información.
NI El color verde es usado en la organización para la señalización al igual que el azul es un color fresco que trasmite serenidad y en relación con la norma ISO cuando una organización trabaja en su implementación debe trasmitir el bienestar de la misma.
GC El naranja significa entusiasmo y exaltación y en relación con la gestión del conocimiento que busca ser conservado en una organización …
HL el color amarillo es optimismo y alegría y es lo que su busca en una organización cuando se hacen acciones de mejora a treves de la implementación de las herramientas Lean.
Para la construccion del modelo de Gestión del Conocimiento por procesos, integrando los resultados, necesidades y capacidades propias de las etapas de investigación, para dar articulación y trazabilidad a la misma se planteo el objetivo que se observa en la tabla 4.
29
| 1. Objetivo | 2. Metas | 3. Estrategias |
| Conectar Oportunidades | Gestión del conocimiento como fuente de innovación | Educar en el cambio a comportamientos adecuados y Generar estrategias de calidad, eficiencia y productividad. |
En la tabla 4 se observa el objetivo de la estrutura del modelo propuesto
30
32
Herramientas Lean
Sonia Jaquelliny Moreno Jiménez
Diana María Montoya Quitero
34
2. Lean Manufacturing
La mayoría de los autores la define como una filosofía enfocada a la reducción de desperdicios. El concepto surge principalmente del Sistema de Producción de Toyota (Toyota Production System, TPS). Lean es un conjunto de “Herramientas” que ayudan a la identificación y eliminación o combinación de desperdicios, a la mejora en la calidad y a la reducción del tiempo y del costo de producción (González, 2007, pág. 86).
Si se realizara una búsqueda histórica es posible encontrar que los principios de lean han estado presentes en la vida diaria desde hace mucho tiempo, Benjamín Franklin una vez habló acerca del tiempo perdido, incluso llegó a hablar de la carga innecesaria de inventario (González, 2007, pág. 88). al respecto es conveniente decir que las Herramientas Lean Manufacturing (HLM) reducen costes de tiempo y entregan aumentando la calidad.
El concepto de desperdicio en el trabajo fue detectado por Frank Gilbreth (pionero del estudio de los movimientos de las personas) el cual detectó a un albañil, que en cada ocasión que necesitaba un ladrillo se agachaba hasta el piso para poder tomarlo, para ello introdujo un pequeño andamio, el cual acercaba los ladrillos a la altura de la cintura del albañil, lo que permitió al albañil trabajar tres veces más rápido (eliminando movimiento) y con mucho menos esfuerzo. También se puede citar a Frederick Taylor, el cual, a diferencia de Gilbreth, que se enfocaba a la reducción de movimientos, se enfocaba a la reducción del tiempo de los procesos. Encontrar la mejor forma de hacer las cosas (“The one best way”), él introdujo el estudio de tiempos y movimientos (González, 2007).
35
Las HLM es una filosofía empresarial, según lo plantean León, Marulanda, & González, (2017). “persigue aumentar la calidad, el servicio y la eficiencia, mediante la identificación y eliminación del desperdicio; entendiendo como desperdicio todas aquellas actividades que no aportan valor” pág. 6. Es decir, se enfoca a la exclusión de procesos que afecta el buen funcionamiento de cualquier organización. Además, la globalización mercantil busca el aumento de competitividad en las organizaciones creando necesidades de mejoras en los procesos de producción y calidad. Una de las principales ventajas de las HLM es el enfoque en el taller y la participación de los operadores.
 "Siempre habrá una mejor forma de hacer las cosas y las herramientas Lean permiten obtener una excelente gestión en los procesos, elevando su productividad, disminuyendo los costos y aportando al cambio de la cultura tradicional de las organizaciones."
"Siempre habrá una mejor forma de hacer las cosas y las herramientas Lean permiten obtener una excelente gestión en los procesos, elevando su productividad, disminuyendo los costos y aportando al cambio de la cultura tradicional de las organizaciones."
De acuerdo con Cardona (2013) la implementación de lean se debe tener como pilares fundamentales estos 5 principios:
Principio 1: Definir el valor del producto, es decir qué agrega valor para el cliente dentro de la operación de la empresa para así producir lo que el cliente realmente percibe como valor.
Principio 2: Definir e identificar el flujo del proceso, conociendo las operaciones sobre las cuales se busca cumplir con los requisitos del cliente. Cada operación, función o actividad debe añadir valor. El objetivo es identificar todas aquellas actividades que no agreguen valor al proceso, con el fin de minimizarlas, modificarlas o eliminarlas del proceso de trabajo.
36
Principio 3: Crear flujo continuo o hacer que el producto fluya sin interrupciones. Los materiales deben pasar de un proceso a otro al ritmo del tiempo que marca el cliente. Hay que conseguir que el producto fluya continuamente agregando valor.
Principio 4: Introducir el sistema de jalar en el proceso. Una vez se ha fijado el esquema del flujo continuo, hay que introducir un sistema donde el cliente ―jale‖ lo que requiera, siendo el eje central del proceso y quien establece las condiciones para las entregas del producto, tratando de dar en todo momento una respuesta rápida a sus peticiones.
Principio 5: Esforzarse por la perfección y gestionarla. Es necesario establecer actividades para mejorar, ya que en el enfoque Lean, la perfección no sólo significa librar de defectos y errores los procesos y productos, también implica la entrega a tiempo de productos que cumplan con los requerimientos del cliente, a un precio justo y con la calidad especificada. La gestión de la perfección es una batalla continua para eliminar el MUDA3, que nunca tiene fin, ya que reducir tiempos, costes, espacio, errores y esfuerzos inútiles es una acción permanente que se debe llevar a cabo (De Orbegoso, 2005) citado por (Cardona Betancurth, 2013).
2.1. Empresas pioneras en la implementación de herramientas Lean en Colombia
En la revisión de literaria de artículos que obtenidos de Scopus, Web of Science,Google Scholar y el repositorio Carrot2 se encontraron algunas HLM que han favorecido organizaciones tales como: Alimentos, Automotriz y Metalmecánico, Textil, Vidrio-Cerámica, Salud y Servicios, Papelero y Flexografía entre otras.
37
En Antioquia, Sofasa fue una de las líderes en la implementación de Lean Manufacturing, gracias a la integración como accionista en 1989 de “Toyota Motor”. En 1991, la ensambladora de vehículos inicia la implantación de herramientas Lean, aprovechando la experiencia de la fábrica en Japón, mientras que otras empresas industriales antioqueñas pertenecientes al GEA (Grupo Empresarial Antioqueño) también le siguieron los pasos (Arrieta et al., 2010: 144), citado por (León, Marulanda , & González, 2017).
Así mismo, las empresas General Motors-Colmotores, Tetrapak, Unilever-Andina, Siemens entre otras son ejemplos puntuales de líderes en la implementación de algunas de la Herramienta Lean (HL)en Colombia. En la Tabla 1 se observa a 2001 las empresas pioneras donde se implementaron las siguientes herramientas: 5S, Kaizen, TPM, Fabrica Visual, Kanban, Poka Yoke, SMED y Six Sigma.

38
En la última década el interés por la implementación de la manufactura esbelta ha incrementado drásticamente, debido a que las empresas han visto la necesidad de hacerlo para permanecer competitivas en el mercado mundial actual. Adoptar esta filosofía requiere explorar las herramientas de manufactura esbelta ya que buscan mejorar las utilidades y eliminar la mayor cantidad de desperdicios como son movimientos innecesarios, pasos de producción que no generan valor agregado y el exceso de inventarios en la cadena productiva (Arrieta, Muñoz Domínguez, Echeverri, & Sossa Gutiérrez, 2011, p. 1)
Esta importante investigación permito observar el porcentaje de incidencia de algunas de las HLM en Colombia obteniendo los siguientes resultados: SMED con 34%, lo sigue Seis Sigma con 27% y luego 5S con 25%. Los temas menos presentados fueron Justo a Tiempo con 9% y Poka Yoke con 5% como se observa en la Figura 1.

39
Muchas organizaciones a nivel mundial usan Kaizen (Mejora continua) sin saber que están implementando una de las herramientas para la calidad o HL, por otro lado, también es muy común el uso de las 5’S (González, 2007).
En 2007, el censo de manufactura realizado por la revista Industry Week (IW) y el Manufacturing Performance Institute (MPI), 433 encuestados fueron preguntados por 100 preguntas sobre las métricas de fabricación de la empresa y las prácticas de gestión. El estudio indicó que, más de tres cuartos de la los encuestados reconocen que sus empresas aplican programas de mejora continua en su estrategia de negocios sin conocer con exactitud que es “Lean Manufacturing”, con casi el 70% decidiendo adoptar el sistema Lean por sus grandes beneficios (Tortorella & Fogliatto, 2017, pág. 877).
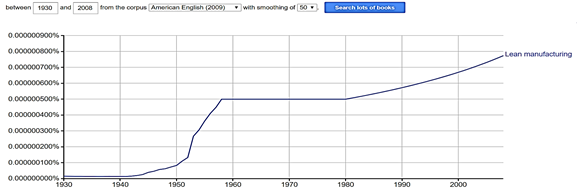
En los antecedentes en libros, en un recorrido por la plataforma de Google Book Visor de Ngram se encontró que la literatura parte desde 1930 pero en libros publicados se encuentra desde 1960; en la figura se observa una tendencia creciente hasta la fecha, aunque el buscador solo evidencia 1930-2008; los resultados obtenidos son hasta el 2018 como se observaran en la siguiente pagina.
40
De acuerdo con los resultados obtenidos en la plataforma de Google Book Visor de Ngram se puede concluir que la implementación de la LM aporta grandes beneficios a la industria manufacturera mejorando la productividad y competitividad de las organizaciones que adoptaron esta filosofía y han querido plasmar en los libros toda una experiencia para dejar un legado que se vuelve un tema completamente cultural muy ligado a la gestión del conocimiento.Asi mismo, se realizo una vigilancia tecnologica para obserar el comportamientos de peiper y asi poder decidir no solo que herramientas describir en los proximos capitulos del libro si no tambien cuales de estas herramietas van integrar el modelo de gestión del conocimiento.
2.2. Vigilancia Tecnológica
42
De acuerdo con los resultados de la VT y el análisis de articulos y libros, se logra evidenciar casos de éxito en algunas empresas que han logrado implementación,logrando mejoras en sus procesos de producción y calidad; por tanto, se concluye que en el contexto latino americano las herramientas Lean Manufacturing son un éxito para el caso Toyota pero que en general especialmente en Colombia solo podríamos hablar de herramientas
43
“Lean” como apoyo estratégico que impulse progreso en ciertas condiciones de trabajo para las organizaciones interesadas en las mejoras de procesos de producción y calidad, así mismo no todas las herramientas sirven para todas las organizaciones, cada organización y cultura tiene unas necesidades específicas de acuerdo con la evolución de misma; por tal motivo y en concordancia con los resultados obtenidos se tomó la decisión de incluir en los siguientes capitulos las herraminetas Lean que se pueden aplicar en cualquier ambiente laborar y prsonal (ver tambien la tabla 2).
2.3. Herramientas Lean para los siguientes capitulos
44
47
5S
Sonia Jaquelliny Moreno Jiménez
Jhonatan Garcia Marin
Implementación Papeleria Mundo Copias
49
3. Papeleria Mundocopias
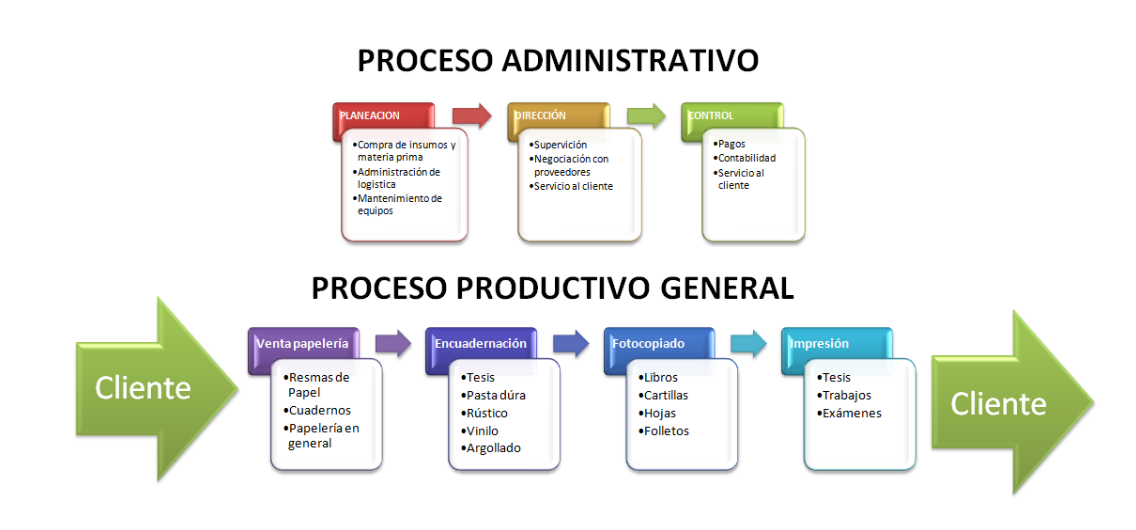
La Papelería MUNDOCOPIAS fue creada para prestar un mejor servicio basado en calidad, cumplimiento con excelente servicio al cliente atendiendo principalmente a los estudiantes de la facultad de educación de la universidad de Antioquia.Su estrutura se puede observar en la Figura 1.
Pero con el transcurso del tiempo el servicio al cliente se ha visto afectado por el desorden del establecimiento, lo cual genera molestias en los clientes por no encontrar de una forma agil su pedido. asi mismo la movilizacion y no tener los implementos de trabajo a la mano tales como: cocedora, sacagachos, calculadora entre otros, son factores que impiden el cumplimineto oportuno del servico.
50
para identificar la causa se procede a elaborar un digrama causa-efecto el cual se observa el la Figua 2.

3.1 Análisis del Diagrama Espina de pescado
Con la estrategia de calidad espina de pescado, pemitio evidenciar la problematica de desorden en el estableciomiento "papelmundocop" el cual fue la causa princial detectado,determinando asi sus subcausas de forma clara como se nota en la grafica. las causas principales que los empleados del dicho establecimiento identificaron permitieron analizar las perdidas de tiempo y estres,afectando el desempeño efiectivo de su rol
51
El desorden feflejo las peridas en tiempo y el tiempo es dinero, asi mismo perdida en la comunicación, y la comunicación afecta no solo la relaciones laboralres si no tambien las personales, por tanto se crearon estategias de capacitación para la inplementación de la 5S con el personal involucrado en todo el estableciomiento.
3.2 Capacitación
Se inició con la explicación de la herramienta 5’S a los 16 colaboradores que hacen parte de la organización, dicha capacitación duró 3 horas y se realizó el día sábado 14 de julio del 2018. El personal se mostró dispuesto a escuchar y entender todo acerca de esta metodología, aunque se presentaron muchas dudas en el momento, todo les fue aclarado.
Se continuó con la etapa diagnostica de la organización comenzando por escuchar a los colaboradores acerca de los puntos críticos de los puestos de trabajo y oportunidades de mejora que ellos ven día a día en su quehacer, expusieron lo siguiente:
- El área de recepción de los libros mantiene muy desordenada.
- En el área de argollado se pierde mucho tiempo a causa de la búsqueda de las argollas porque están en bolsas plásticas y enredadas.
- En el área de empastado hay mucho desorden y no hay un lugar establecido para la ubicación de cada herramienta de trabajo.
- El área en general tiene objetos innecesarios para la actividad del negocio y que causan obstrucción para el desplazamiento del personal además de ocupar espacios que pueden ser útiles para la ubicación de herramientas de trabajo.
52
En la etapa diagnostica también se observaron aspectos positivos en la organización como:
- Políticas de trabajo muy bien establecidas.
- Políticas del estableciomiento muy bien establecidas.
- Reciclaje de papel.( implementación de logística inversa)
- Herramienta Lean Kanban para el proceso de recibido del material o trabajo a realizar (servicio al ciente)

53
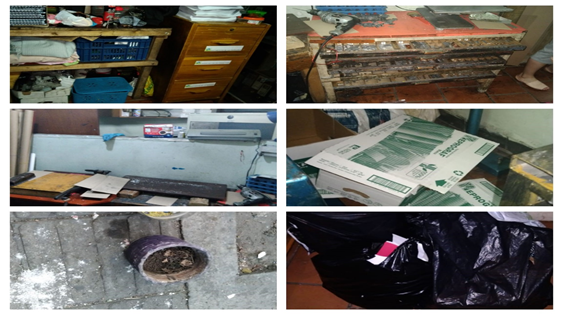
3.2.1 Aplicación 1s – Separar y eliminar innecesarios (Seiri)
El objetivo de la primera s es identificar, separar y eliminar todo lo innecesario y que no agregue valor a los procesos de la organización, se definirá la necesidad de los materiales, herramientas y equipos de trabajo. En este primer paso se evidenció mucho desorden en todas las áreas de trabajo, por lo cual se comenzó con la separación y eliminación de objetos innecesarios, además de definir lo necesario y organizarlos.
Objetos innecesarios hallados:
- Grapadoras inservibles y baterias malas.
- Cajas y maquinas fotocopiadoras sin uso
- Materas con tierra y sin plantas.
- Impresosa color mala.
- Pecera y Nevera innecesaria sin uso.
- Tarros vacíos.
- Botes de basura llenos.
- Lapiceros y correctores malos.
- Carteles de señalización sin uso.
54
Mundo Copias antes de la aplicación de la primera S (Seiri)

55
Después de haber separado y eliminado lo innecesario se evidenció un cambio en toda la organización, pues se recuperó mucho espacio. Además, se encontraron herramientas de trabajo que estaban perdidas desde tiempo atrás, también se localizaron documentos importantes extraviados de los colaboradores. Se sacaron 5 bolsas de basura y una caja llena de objetos innecesarios.
56
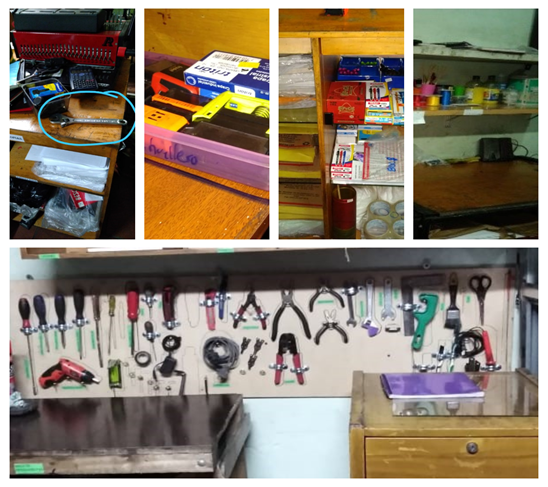
3.2.2. Aplicación 2s – Situar e identificar necesarios (Seiton)
Una vez los puestos de trabajo quedaron libres de objetos inútiles se inició con la clasificación de aquellos que se han considerado útiles de manera que puedan ser encontrados rápidamente, pues el objetivo principal de esta etapa es eliminar tiempos innecesarios en la búsqueda de las herramientas de trabajo. Dinámica para la aplicación:
- Definir y documentar en todos los puestos de trabajo el lugar destinado y definitivo para cada herramienta.
- Se monitoreó el mantenimiento de la primera S después de 2 semanas de su aplicación, y lo que se encontró fue que, aunque no se mantuvo el orden total, si disminuyó significativamente el desorden hallado en el primer análisis.
- El equipo de trabajo de la papelería estuvo con toda la disposición para la aplicación de la segunda S, por lo tanto, se inició con su definición y objetivos para lograr el resultado esperado.
- La estrategia de definición y documentación de herramientas y objetos necesarios en los puestos de trabajo para que dichas herramientas siempre permanezcan en su lugar después de su utilización fue muy buena, ya que uno de los grandes problemas que enfrentaban los colaboradores era el tiempo de espera tan extenso que le daban al cliente por estar buscando herramientas o productos para la prestación del servicio requerido.
- Con la definición y documentación se estableció que todo colaborador nuevo o proveedor que ingrese al establecimiento y tenga contacto con algunas de las herramientas o con los productos tendrá el conocimiento que después de la utilización de cualquier objeto tendrá que dejarlo situado en su lugar correspondiente.
Un lugar para cada cosa y cada cosa en su lugar…
57
Mundocopias despues de la aplicacion de la S 1 y 2
58
3.2.3 Aplicación 3s - Suprimir la suciedad (Seiso)
Con base en el monitoreo de la primera y segunda S se puede evidenciar que, aunque la aplicación en su momento es exitosa, después de unos días se comienza a detectar desorden o suciedad sin conocer la fuente que mayormente la produce, por lo tanto, el objetivo de esta etapa es investigar cual es la causa principal del desorden y suciedad generada. Se inició con la capacitación de los colaboradores, donde entendieron la importancia de encontrar las causas de los problemas que afectan a la empresa, porque todo es ahorro y todo es una oportunidad de mejora, entonces el conocer que es más importante evitar la suciedad que estar limpiando constantemente fue un gran paso para la aplicación.
La investigación se inició escuchando a los colaboradores y sus creencias causales de dicho desorden, todos afirmaban que eran participes del desorden, lo cual es obvio, pero lo realmente importante era encontrar donde se acumulaba más basura y más desorden, por lo tanto, comenzamos a intervenir las áreas de trabajo, donde se evidenció que, en el área de empastado hay una mesa muy grande donde constantemente se encuentran cosas innecesarias como botellas, es donde se sientan a comer, además de eso, se evidenció un exceso de papel por toda el área, el cual es reciclado pero, normalmente permanece mucho tiempo en dicha área obstruyendo espacio, generando incomodidad, adicionalmente, se realizaron preguntas a todos los colaboradores acerca de las áreas más transitadas, y efectivamente fue el área de empastado, que además de la actividad para lo que es destinada, es un lugar de reuniones, es lugar para comer, y es el camino directo al único baño de la papelería.
El objetivo cumplido de esta aplicación fue que los colaboradores se comprometieron a no dejar más basura en la mesa de empastado, al igual que a recoger todo el exceso de papel que se ve en dicha mesa y en el piso del área, y finalmente, decidieron entre todos no generar desorden después de las reuniones periódicas que allí se realizan,
59
porque antes ellos pensaban que “después organizamos el desorden”pero esa no es la idea, la idea es no generarlo.
Diagrama causal:
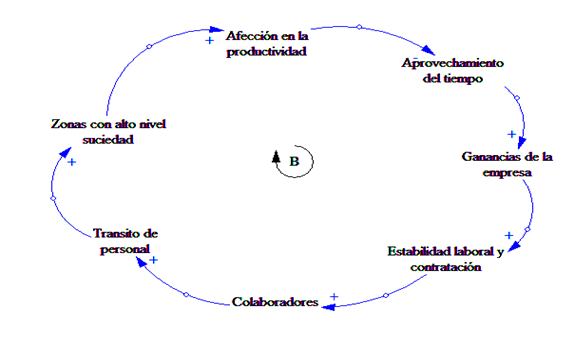
Análisis del Diagrama Causal
Se evidencia un clico de balance que, teniendo en cuenta las variables arroja un resultado donde el exceso de personal transitando por las mismas zonas es la causa principal del desorden y la suciedad, y entre más personal más obstrucción del espacio en la papelería, lo cual ocasiona que más personas frecuenten las mismas zonas. La suciedad afecta a la productividad y así mismo al aprovechamiento del tiempo, pues se sabe que el desorden genera estrés, afecta el clima laboral y finalmente, esto se ve reflejado en las ganancias de la papelería ya que, el tiempo es dinero, por lo que hay que evitar la perdida de tiempos para conseguir que la empresa siga creciendo de forma continua y mejorada.
60
3.2.4. Aplicación 4s – Señalizar (Seiketsu)
El objetivo de esta etapa es que todo el trabajo que se ha venido implementando se mantenga en el tiempo, por lo tanto, se definió un control donde se decidió que el día miércoles será destinado para aseo general, se realizaron carteles en cada área de trabajo motivando al orden, además de eso se estableció una multa de 1,000 pesos para los colaboradores que incurran en dejar objetos o herramientas en lugares no adecuados, así mismo los que generen basura y no la desechen. Se señalizaron todas las áreas de trabajo con el fin de mantener el orden y las herramientas en sus lugares correspondientes.
Evidencias:

61
3.2.5 Aplicación 5s – Sostener, mejorar continuamente (Shitsuke)
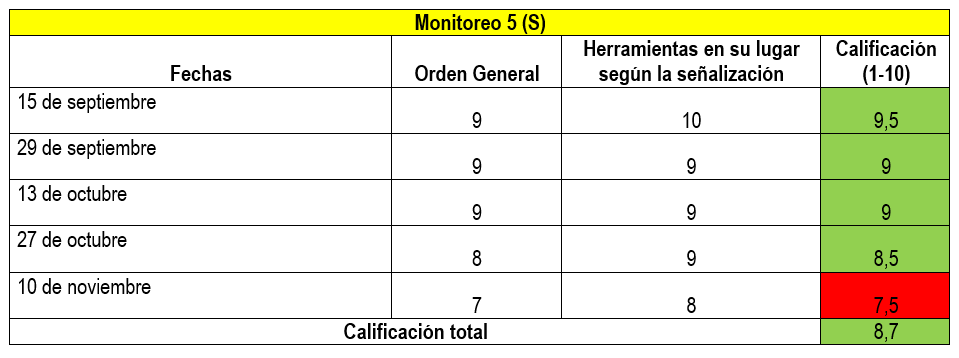
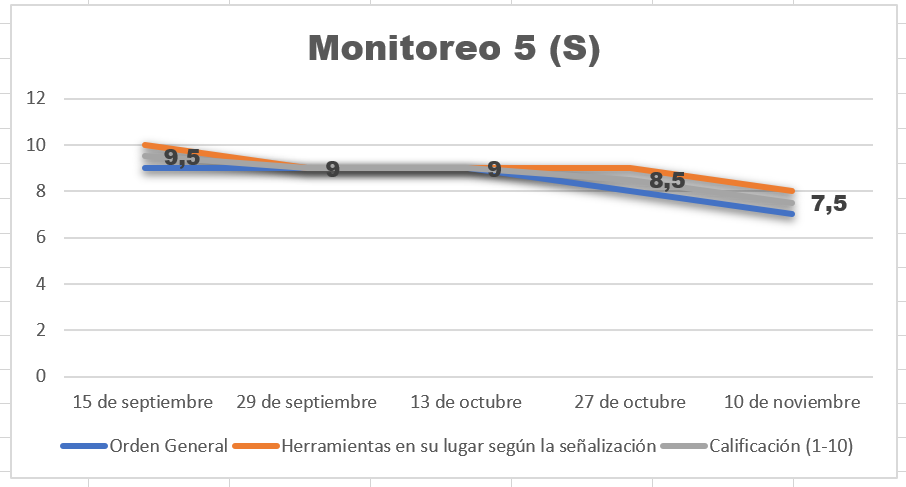
La quinta y última S tiene el fin de mantener logros mediante un monitoreo periódico de la aplicación, y crear disciplina para que el habito sea definitivo. Para dar cumplimiento a la quinta S se definieron las siguientes fechas para realizar el monitoreo de los logros alcanzados en cada una de las etapas de la implementación.
Fechas de monitoreo:
- 15 de Septiembre
- 29 de Septiembre
- 13 de Octubre
- 27 de Octubre
- 10 de Noviembre
Se tuvieron en cuenta 2 pilares fundamentales en el monitoreo, los cuales fueron:
uno Orden general. y el segundo Herramientas en su lugar según la señalización
Los 2 pilares se evaluaron de 1 a 10 durante 4 semanas, con la condición de que si el puntaje final del monitoreo es igual o superior a 8 se concluye exitoso el proceso.
62
63
Analizando los resultados del monitoreo, se puede observar como a través del tiempo se va perdiendo el habito de orden en la papelería, pues se observa un comportamiento decreciente en la calificación total de cada una de las semanas, además en la última semana se tiene una calificación de 7,5 lo cual es preocupante ya que no alcanzó el 8 mínimo para ser aprobado dicho monitoreo en esa semana. La calificación total de las 4 semanas arrojó un puntaje de 8,7 por lo cual se concluye como exitoso el proceso en general.
64
Logo del establecimiento

66
67
Kanban
Olga Lucia Larrea Serna
Docente ITM
"Sólo hay un jefe: el cliente. Y puede despedir a cualquiera en la empresa, desde el Presidente hacia abajo, simplemente gastando su dinero en otro lugar"
Sam Walton
69
4. kanban
Kanban es una herramienta práctica de Lean, que se ha convertido muy popular en los últimos años. Muchas empresas están usando Kanban para cambiar y mejorar su negocio, muchos equipos Kanban han reportado exitosos resultados en su implementación.
La palabra japonesa Kanban que significa “señal”, se ha convertido en el sustituto de trabajo de programación de la demanda. Taiichi Ohno desarrollo Kanban para controlar la producción entre procesos e implementar Justo a Tiempo (JIT) en las plantas de manufactura de la Toyota y la estrategia Kanban llegó a ser uno de los pilares básicos de Toyota, el cual fue la clave del éxito para la implementación de JIT. Sin embargo las ideas sobre Kanban no fueron aceptadas hasta la recesión económica global. En virtud de la recesión global, la gente vio que Kanban podría minimizar el trabajo en proceso entre los procesos y reducir los costos asociados con el mantenimiento de las existencias. (Al-Tahat & Mukattash, 2006)
70
El Kanban es una de las herramientas Lean que afrece soluciones a los problemas de la organización,es definido igualmente como la programación de la demanda.
En procesos controlados por Kanban, los operadores producen productos basados en su actual uso en lugar de los pronósticos de uso. La programación Kanban reemplaza la programación tradicional semanal o diaria. La programación es reemplazada con signos visuales y reglas de decisión predeterminadas que permite a los operadores de producción programar la línea(Gross & McInnis, 2003).
Kanban reemplaza:
- La programación diaria de actividades necesarias para operar los procesos de producción
- La necesidad para el planeador de producción y el supervisor para continuamente monitorear el estado del programa y determinar el siguiente ítem que seguirá y establecer cuando cambiarlo (Naufal, Jaffar, Yusoff, & Hayati, 2012).
(Naufal et al., 2012) definen Kanban como un sistema de control de inventarios. Su principal función es proporcionar una señal de un producto para producción, generando instrucciones correctas de acciones que se necesitan realizar para estar de acuerdo a los requisitos del cliente. El sistema Kanban no es una estrategia tradicional de manufactura basado en el pronóstico del cliente, por lo contrario, su objetivo es minimizar los niveles de inventario y es en realidad un tipo de sistema de producción pull.
71
4.1. Proceso de Implementación de Kanban
El proceso consta de 7 pasos que serán el mapa de navegación para implementar el sistema Kanban en su organización, esos pasos permiten identificar la situación actual, que quieren alcanzar y como quieren alcanzar esta.

Beneficios del sistema Kanban según (Gross & McInnis, 2003):
- Reduce inventario
- Mejora el flujo
- Previene la sobreproducción
- Control en el nivel de operaciones (con el operador)
- Crea programación visual y administración del proceso
- Mejora la respuesta al cambio en la demanda
- Minimiza el riesgo de inventario obsoleto
- Incrementa la habilidad de administrar la cadena de suministros
- Provee información rápida y precisa
- Bajos costos asociados con la transferencia de información
- Provee respuesta rápida a los cambios
- Minimiza el desperdicio
- Delega responsabilidades a los trabajadores
72
Además, Kanban, es usado de manera efectiva para mejoramiento continuo de los procesos de manufactura y ayuda a definir los cuellos de botella y los problemas detrás de ellos. Racionalizando las operaciones de producción vía Kanban se reducirán desperdicios y adicional, se dará también soporte al concepto de Lean. (Rahman, Sharif, & Esa, 2013)
Kanban es una herramienta que es aconsejable aprender a trabajar dado que las ventajas para la producción son muy grandes y su conocimiento es un factor de éxito para las empresas que buscan la mejora continua.
73
Kanban visto como sistema traerá grandes beneficios para los procesos en los que se implemente este. para comprender un poco mejor se ha diceñado una ludica como inicio comprendiendo cada paso en su implentacion a traves del juego y luego pasarlo e la realidad de la organizaciòn
4.2.Ludica Kanban
Objetivo de la lúdica
Formular una lúdica de aprendizaje que permita la aplicación de la herramienta para la productividad Kanban en un proceso de manufactura.
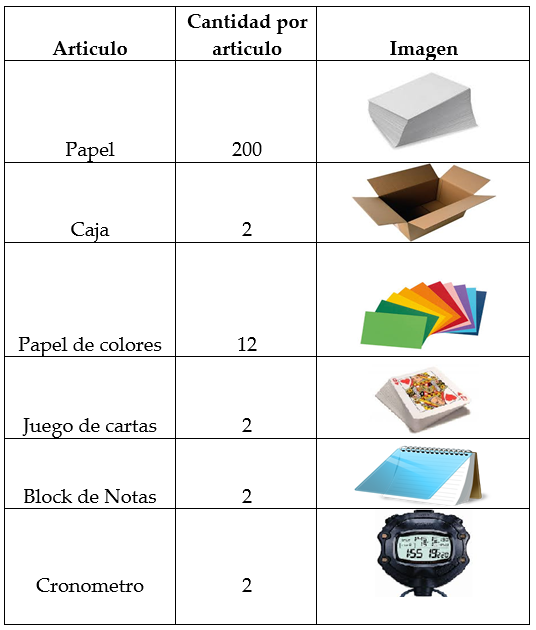
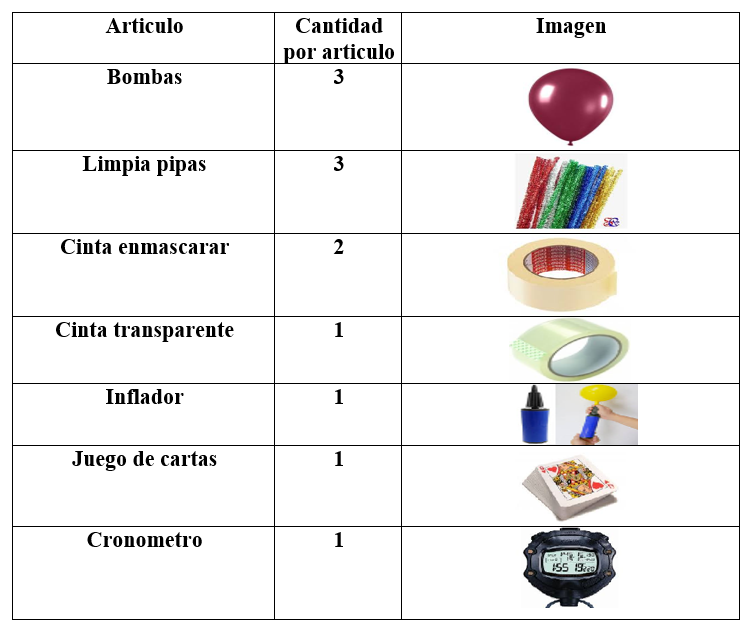
Materiales
74
Dispositivos a utilizar

Equipos y Enseres
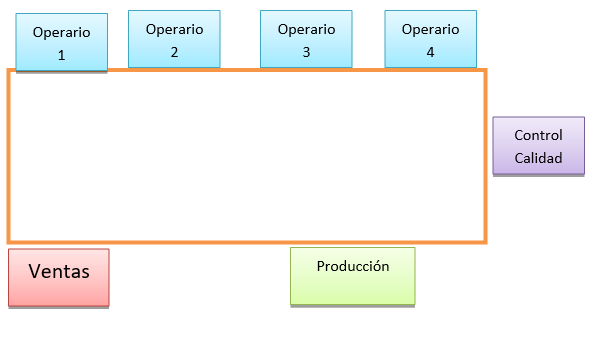
Para esta práctica se requiere 4 estaciones de trabajo para los operarios, 1 coordinador de producción, 1 coordinador de ventas y un coordinador de calidad
75
Los requerimientos de enseres se observan en la tabla

Las actividades que realizarán cada uno de los integrantes se observan en la tabla
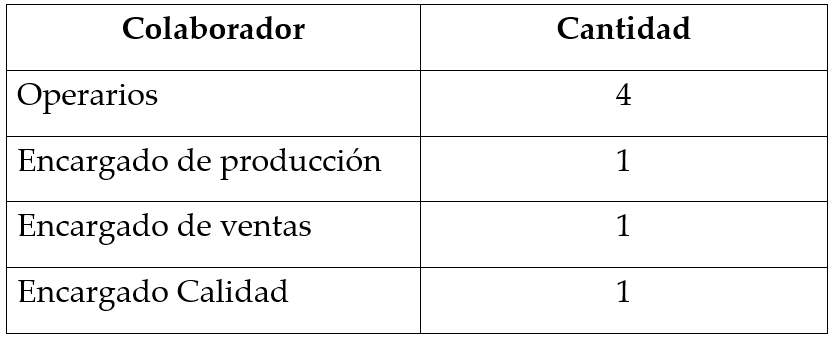
Roles del personal
Operarios:Dentro de su responsabilidad está la de hacer el producto. En cada uno de los puestos de trabajo efectuaran las operaciones asignadas en el inicio de cada ejecución de las actividades lúdicas.
Encargado de producción:Comprometido con la información de producción generada en el proceso, se encarga del registro de tiempo y de graficar los datos que resulten de este análisis, además se encarga de reunir a los operarios cuando siente que las cosas en el proceso de producción no funcionan.
76
Encargado de ventas:Es el encargado de los pedidos del cliente, lo realizará de manera aleatoria, de tal forma que se pueda simular una situación real dentro de las empresas.
Encargado de Calidad:Verifica que el producto tenga las especificaciones requeridas por el cliente, no permitirá que salga al cliente producto no conforme
4.2.1 Procedimiento
Generalidades
Se desarrollarán 1 producto, llamado Aeroplano de papel, muy utilizado en otras lúdicas de aprendizaje (Rave, 2011) y (González & Rodríguez, 2009). La lúdica tendrá 2 instantes, el primero de ellos hará referencia a un proceso de producción trabajando en condiciones normales sin aplicación de herramientas para la productividad y sin emplear ninguna estrategia de mejora, el segundo momento será una aplicación de mejoras en el proceso con el fin de eliminar desperdicios, se hará una fase de análisis de la situación con la metodología los seis sombreros del pensamiento y con base en los resultados encontrados se aplicará la herramienta para la productividad Kanban, se pretende mejorar el proceso eliminando los desperdicios identificados y colocando elementos de ayuda para que el proceso cumpla con la demanda y se pueda entregar de manera adecuada al cliente.
Las órdenes de producción se generarán de manera aleatoria a través de las cartas que definirán cómo se comportará la demanda y las ordenes de producción especiales se identificaran con un color diferente a las órdenes de producción normal.
77
4.2.2. Descripción de las etapas de fabricación en condiciones normales
El proceso consta de 7 etapas
El encargado de ventas saca una carta que será la que definirá la cantidad de unidades a producir del producto seleccionado y definirá cuales serán ordenes de pedidos especiales.

El encargado de producción inicia a correr cronometro y registra tiempo de inicio del proceso y se encargará de la observación de lo que se analiza en el proceso y posteriormente será el encargado de reunir al equipo de trabajo para las propuestas de mejora que allí se generen utilizando la metodología de los siete sombreros del pensamiento.

78
Operarios inician elaboración del producto, siguiendo las siguientes instrucciones:
Operario 1 se encarga de dividir el papel por la mitad del largo de la hoja.
Operario 2 abre el papel y se pliega 2 puntos a la línea central.Luego se dobla el extremo puntiagudo hacia abajo y se pliega de nuevo el papel por la mitad. Luego se arranca una esquina cuadrada del papel doblado y se pasa al siguiente operario.
Operario 3 abre el papel y dobla las esquinas superiores al centro. Después se pliega la primera curva a través del desgarro que fue hecho por el operador 2 y se pliega el papel por la mitad otra vez.
Operario 4 pliega los dos lados hacia abajo para formar las alas El producto terminado pasa a encargado de calidad quien revisa condiciones de calidad del producto Se entrega producto terminado a cliente en caso contrario se devuelve a producción

79
El producto terminado pasa a encargado de calidad quien revisa condiciones de calidad del producto. Se entrega producto terminado a cliente en caso contrario se devuelve a producción.
4.2.3. Seis sombreros para pensar
Antes de pasar a la siguiente fase de la lúdica, el encargado de producción como encargado de observar el proceso, reunirá a todas las personas encargadas del proceso de producción para analizar varias situaciones y como poder mejorar estas.
El método de los seis sombreros consiste de:
Inicia con un sombrero de color verde en el que se define la lista de hechos que se están presentando en el proceso, que información se está omitiendo, y como se puede acceder a esta
Posteriormente sigue con el sombrero rojo la idea es que todos expresen sus sentimientos hacia los hechos que se identificaron en la primera etapa, cuál es su sentir, le gusta, le disgusta, etc.
Siguiente es el sombrero de color negro en este sea pesimista, cuales son las desventajas y los riesgos que trae los hechos identificados con el sombrero blando
Luego utilice el sombrero amarillo este actúa de manera contraria al sombrero negro, sea optimista con la situación, cuales son las ventajas y los beneficios que se obtendrán si se mejoran los hechos que no permiten que las cosas funcionen.
80
Siga con el sombrero verde focalizarse en las alternativas, existen nuevas opciones para mejorar la situación que se presenta, generar nuevas ideas para solucionar los problemas
Por ultimo siga con el sombrero azul este nos lleva a focalizarnos en el control y el proceso, se usa para pensar en pensar, acá se hace un resumen de lo sucedido, de sacan conclusiones y se toman decisiones.
81
4.3. Producción Kanban
Se sigue el mismo procedimiento desarrollado en las etapas de producción anterior, pero se considerarán los elementos que se han propuesto en el método de los seis sombreros:
- No se cambian los pasos para realizar el producto
- Se hace la introducción de Kanban permitiendo sólo dos puntos para el inventario. Si ambos puntos están llenos, entonces el operario anterior no debe producir.
- Al operario 2 se le ayuda con unas tijeras para cortar, igualmente se coloca un dispositivo para recoger el desperdicio.
- Se mejora el sistema de empaque del producto terminado.
- Se identifica la zona de materia prima en el inicio del operario 1.
- Así hasta completar los pedidos, igual que en la etapa anterior.
- Se calcula la nueva tasa de producción, y se compara con las tasas anteriores.
Discusión
Luego de realizada la lúdica daremos respuesta a las siguientes preguntas:
- ¿Con base al análisis realizado por el encargado de producción que parámetros se deben considerar en un proceso de producción?
- ¿Con relación a la metodología de los seis sombreros considera que puede ser una buena alternativa para la solución de problemas, por qué?
- ¿Qué soluciones se generaron con la metodología de los seis sombreros?
- ¿Qué utilidad tiene la herramienta Kanban en los procesos productivos?
82
- ¿Con relación a lo observado que elementos consideran que es importante considerar en los procesos productivos?
Realice otra propuesta para este proceso
Informe
Construya con sus equipos de trabajo un ensayo donde reflexiones acerca de lo realizado en la lúdica hablando de aspectos tales como:
- Antes de implementar el sistema que observaciones importantes tienen.
- Que elementos resalta de la aplicación de la metodología de los seis sombreros.
- Con la implementación de la herramienta para la productividad que reflexión tienen sobre el proceso.
- Ventajas de implementar una herramienta para la productividad.
- Desventajas observadas de esta.
- Como una herramienta como Kanban permitirá a las empresas trabajar en la mejora continua.
83
85
Kaizen
Sonia Jaquelliny Moreno Jiménez
Ingeniera de producción
87
5. Kaizen
El significado del KAIZEN Proviene de dos ideogramas japoneses: “Kai” que significa cambio y “Zen” que quiere decir para mejorar. Así, podemos decir que “Kaizen” es “cambio para mejorar” o “mejoramiento continuo”. Los dos pilares que sustentan Kaizen son los equipos de trabajo y la Ingeniería Industrial, que se emplean para mejorar los procesos productivos.(ATEHORTUA & RESTREPO CORREA, 2010)
“Hoy mejor que ayer, mañana mejor que hoy”, involucra a todo el personal de la organización, con una visión holística a fin de saldar procesos inadecuados, con el diseño de pequeños objetivos fácil de cumplir diariamente.
Kaizen posee 5 características
- Gestionar y /o administrar con Kaizen a la organización.
- Enfocarse a los procesos y no a los resultados.
- Primero la calidad y luego todo lo demás.
- Hablar con datos.
- El proceso siguiente es el cliente.
De acuerdo con ello, Kaizen es entendido como un apoyo a una serie de trabajos interrelacionados compuestos por actividades básicas que genera un resultado o producto final, por tanto, se forma la medición de la mejora de los mismos, para alcanzar buenos resultados, sinónimo de productos servicios con calidad. En este sentido los procesos se encuentran en la misma para asegurar la meta (Suárez Barraza, 2007, p. 97).
88
5.1 Investigaciones del Kaizen en su vertiente japonesa
89
La filosofía KAIZEN o el método de mejora continua defiende que una serie de pequeñas mejoras continuas y constantes son más efectivas que tratar de aplicar un cambio grande. Aplicando esta filosofía a tu vida y al desarrollo personal, debes dar pequeños pasos en el corto plazo para lograr llegar a tu objetivo a largo plazo. El secreto? Cuando das un paso ridículamente pequeño hacia tu objetivo, no requiere prácticamente ningún esfuerzo, no requiere fuerza de voluntad hacerlo, de modo que lo haces fácilmente, construyendo finalmente un hábito.5
90
5.2 Implementacion kaizen combinada con la gestión del conocimiento
Para la implementación del kaizen en un establecimiento de que ofrece servicios de fotocopias fue clave para identificar la relacion existente entre la herramientas de calidad Kaizen y la gestion del conocimiento, a traves de pequeñas mejora en cada uno de los procesos
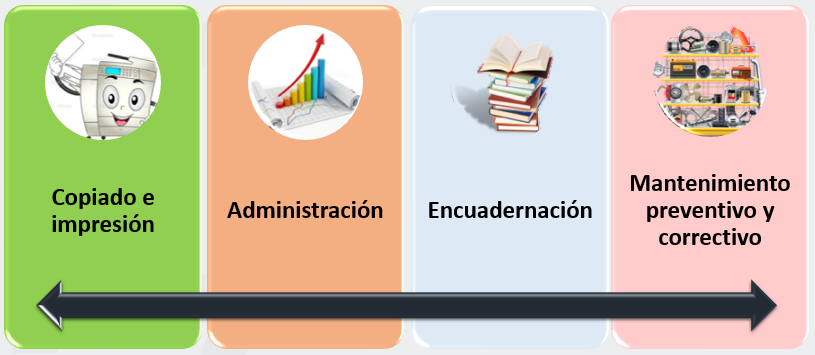
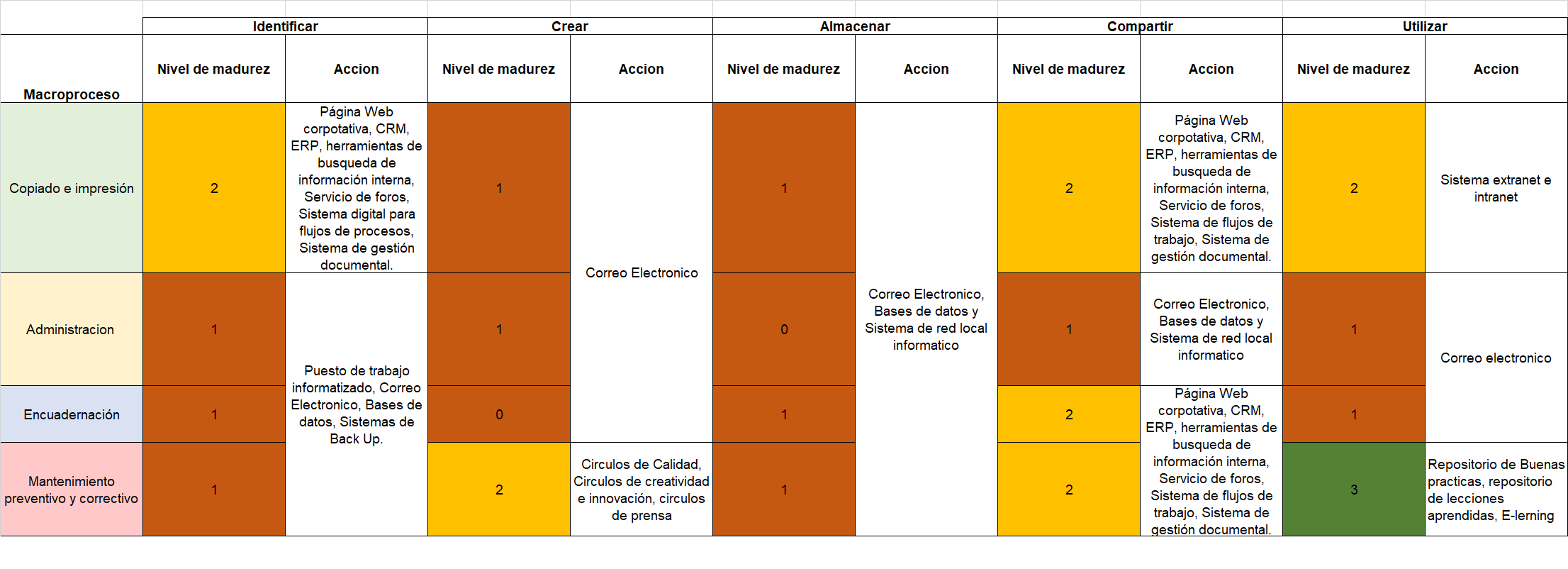
5.2.1 Se identifica los macroporceso
Se identifica el macroporcesoen primer lugar el macrepordeso del establecimiento como se observa en la grafica 1
91
5.2.3 Valoración de capacidades
Capacidades: entendidas éstas como rutinas o patrones de comportamiento de las organizaciones, que son aprendidos a través de la experiencia o la práctica y que permiten que la organización realice una actividad de forma sistemática. en la tabla 1 se observa la calificación que se dio de a cuerdo con los hallazgos del la matriz de clacificación
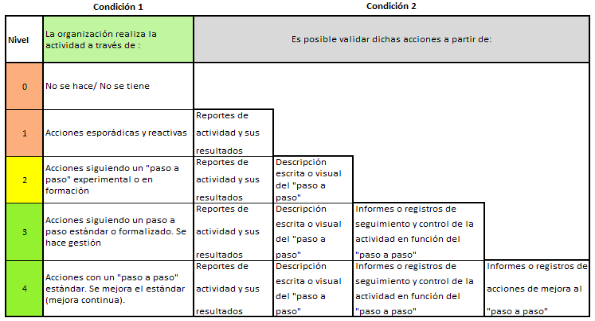
Cada capacidad individual (dentro de cada grupo y cada nodo) fue evaluada con base en el modelo de madurez de capacidades diseñado originalmente por la Universidad de Carnegie Mellon, utilizando una escala de 0 a 4, valor numérico que relaciona la manera como la entidad realiza una actividad y evidencia la realización de la matriz donde se evidencia el tipo de capital de acuerdo con los macroprocesos
93
5.2.5 Plan cierre de brechas
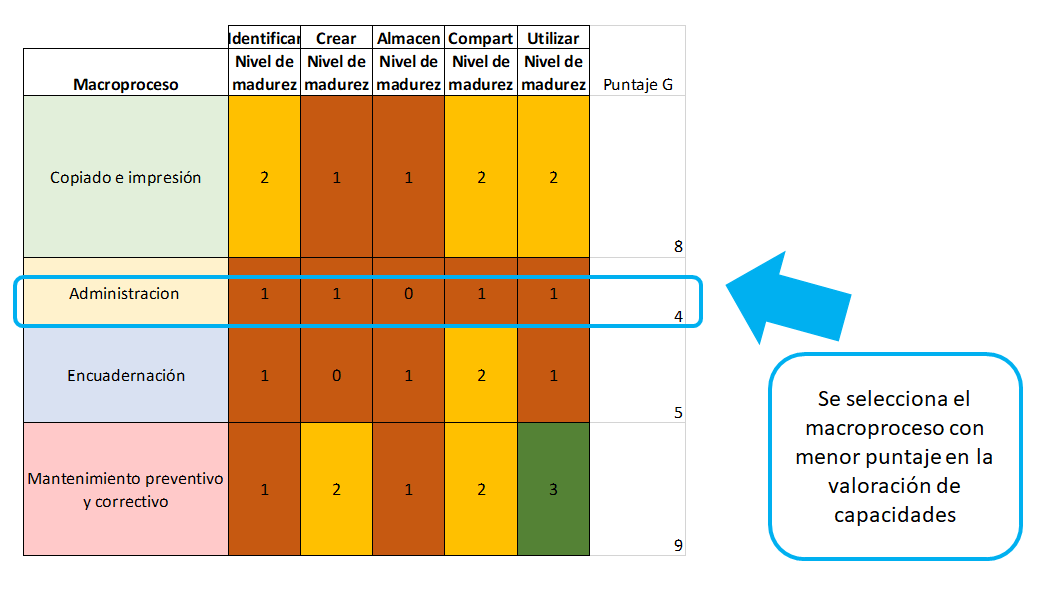
En el paln de cierre de brechas se selecciono el macrepoceso con la calificación mas baja como se observa en la grafica para la implementacion de una herramienta que permita gestionar mejor el macroproceso
95
5.2.6 Cierre de brechas desde la norma
En el cierre de brechas se observa la norma ANEOR 2008 y la herramienta Kaizen se aplican planes de acción de mejora
96
5.2.7 Objetivos trazados para la implementación de Kaizen
Los objetivos trazados para la implementación de Kaizen en el macroproceso de administración se observa en la tabla
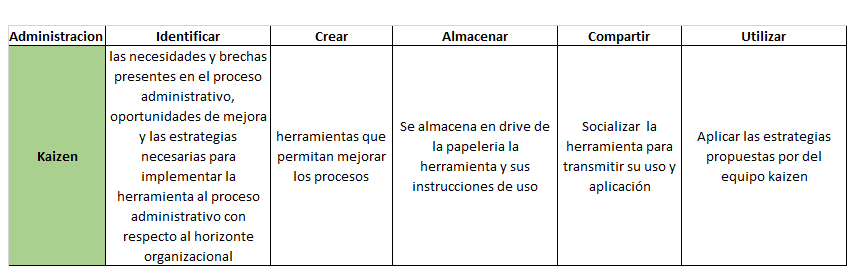
De acuerdo con la planteado, el Kaizen va de la mano con los procesos administrativos de una organizacion, para este caso el establecimiento de fotocopias aplico la mejora continua desde la cabeza para fortalecer no solo el establecimiento si no tambien el equipo de trabajo.
97
5.2.8. Continuidad del conocimiento
La herramienta de calidad Kaizen,expresar el ciclo de aprendizaje adaptativo conocido como el ciclo de Edwards Deming o de mejora continua. Este ciclo, también conocido como PHVA se fundamente en el hecho de que, una vez ejecutada una acción de mejora, es necesario determinar la diferencia con el resultado esperado, según lo planeado.
98
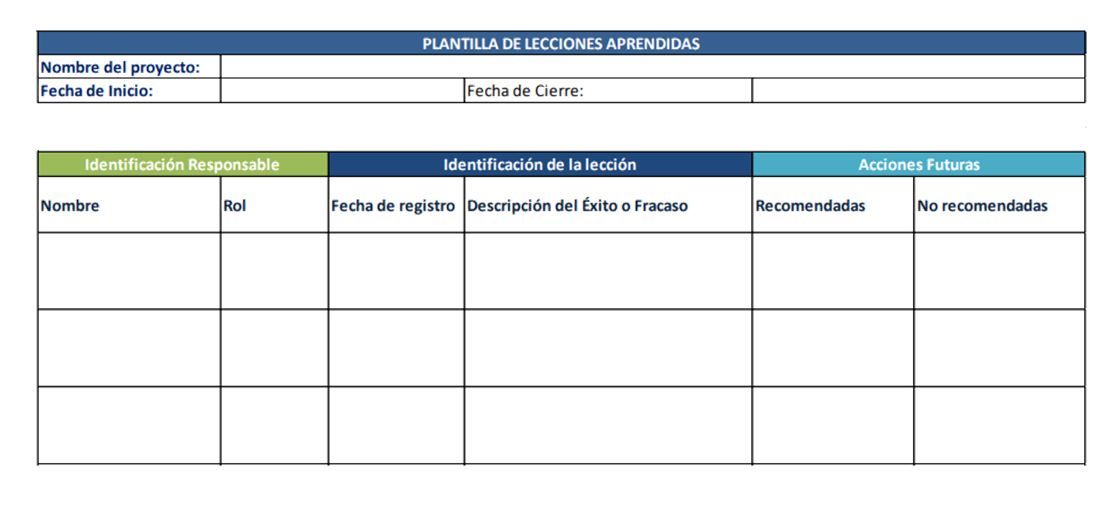
El Kaizen integrado con la gestion del conocimiento, permite implementar:
- Lecciones Aprendidas
- Buenas practicas
Lecciones Aprendidas “Pueden definirse como el conocimiento o entendimiento ganado por medio de la reflexión sobre una experiencia o proceso, o un conjunto de ellos. Esta experiencia o proceso puede ser positivo o negativo (Ej.: fortalezas y debilidades en el diseño o implementación de un proyecto)”.
Buenas practicas“Es una práctica que se ha demostrado que funciona bien y produce buenos resultados, y, por lo tanto, se recomienda como modelo. Se trata de una experiencia exitosa, que ha sido probada y validada, en un sentido amplio, que se ha repetido y que merece ser compartida con el fin de ser adoptada por el mayor número posible de personas”.
99
101
Poka-Yoke
Olga Lucia Larrea Serna
Docente ITM
"En un verdadero enfoque de cero defectos, no existen cosas sin importancia"
PHIL CROSBY
103
6. Poka Yoke
JIDOKA:Es la automatización con sentido humano (autonomation). Es uno de los dos pilares de la casa de Lean (junto con Justo a Tiempo). Consiste en cambios en el diseño del proceso (y del producto), junto con la utilización de sensores y actuadores para prevenir errores tanto humanos como de máquina en el proceso. Jidoka es una herramienta fundamental para garantizar la calidad del producto y del proceso. Shigeo Shingo estudió las causas de los defectos y concluyó que los defectos siempre son causados por errores, bien sea del humano, de la máquina o del material (Shingo, 1986). Para combatir los errores en los materiales se debe trabajar en certificación de proveedores. Los errores de máquina los previene Jidoka, y los errores humanos un subconjunto de Jidoka llamado Poka-Yoke.
Poka Yoke se desarrolló y clasificó por Shigeo Shingo en 1961, un ingeniero de Calidad de la Toyota, quien escribió las obras definitivas sobre esta técnica, aunque no es el que inventó la idea. La idea de la prevención de errores ha existido durante mucho tiempo antes de que se identificará como una herramienta específica de Lean. El enchufe de tres clavijas, por ejemplo, fue creado hace varios años en la primera parte del siglo 20 antes de que nadie hubiese escuchado el término Poka-Yoke. (Consul, 2015)
Originalmente muchas personas llamaron a la técnica a prueba de tonto, sin embargo esta fue claramente derogada por las personas que utilizan dispositivos; después de todo, incluso el mejor de nosotros puede cometer un error. (Puvanasvaran, Jamibollah, & Norazlin, 2014) La literatura presenta una serie de definiciones acerca del termino Poka-Yoke. De acuerdo con Shingo (1988), Poka-Yoke es un mecanismo para la detección de errores y defectos, que inspecciona el 100% de las piezas, de forma independiente a la capacidad de atención del operario. Para Grout (2007) un Poka-Yoke es el uso de características de diseño o de proceso para evitar errores o el impacto negativo de los errores.
104
Middleton (2001) define Poka-Yoke como la práctica sistemática de la erradicación de errores, mediante la localización de su causa raíz.
Plonka (1997) considera que un poka-yoke es un mecanismo para detectar, eliminar, y corregir errores en su origen, antes de llegar al cliente.
Poka=Error no intensionado, equivocaciòn
Yoke=Evitar
Es decir evitar equivocaciones
Martin Moreno (2015) expresa que Poka Yoke son mecanismos de calidad preventiva, desarrollados para evitar los errores humanos que deriven en condiciones inadecuadas de operación y, por tanto, fuentes potenciales de error. Son ejemplos de errores humanos que pretenden evitar: Errores por olvidos, desconocimiento o inexperiencia, de identificación, voluntario, por despiste, por lentitud, falta de estándares, por sorpresa.
6.1. Pueden eliminar los efectos en dos posibles estados:
Antes de que ocurran (PREDICCIÓN): se trata de diseñar mecanismos que avisen al operario cuándo se va a cometer un error para que lo evite (ALARMA), que paren la cadena cuando se ha hecho algo mal (PARADA) o que simplemente incorporen nuevos elementos al puesto de trabajo que hagan imposible o difícil un determinado error (CONTROL).
105
Una vez ocurridos (DETECCIÓN): se trata de diseñar mecanismos que avisen cuando se ha fabricado un producto defectuoso (ALARMA), que paren la cadena si esto ocurre (PARADA) o que simplemente eviten que ese producto defectuoso pase al siguiente proceso (CONTROL). Muchas de estas técnicas hacen posible la inspección al 100% incorporando mecanismos económicos.
106
6.2. Ludica Poka-Yoke
Objetivo de la lúdica
Describir un sistema productivo cuando está sometido a un dispositivo de detección de errores y defectos llamado Poka-Yoke.
Recursos
Para la realización de la lúdica sobre Poka-Yoke necesitamos los siguientes recursos:
Materiales
107
Procedimiento
Se desarrollarán 1 producto, llamado Gusanito de bombas.
La lúdica tendrá 2 momentos importantes en el desarrollo, el primer momento hará referencia a un proceso de producción trabajando en condiciones naturales, con desconocimiento de herramientas básicas para la productividad, los elementos para el desarrollo serán explicados para la adecuada ejecución.
El segundo momento será cuando a través de unas condiciones que se realizarán en el proceso se aplicará la herramienta para la productividad Poka-Yoke. Para esto se elaborarán unas guías que permitirán el trabajo en proceso y se pretende que mejore la entrega de unidades al cliente. Las órdenes de producción se generaran de manera aleatoria a través de las cartas que definirán cómo se comportará la demanda.
108
6.3. Descripción de las etapas de fabricación sin dispositivos
El proceso consta de 7 etapas:
- El encargado de ventas saca una carta que será la que definirá la cantidad de unidades a producir por tipo de producto.
- El encargado de producción inicia a correr cronometro y registra tiempo de inicio del proceso.
- Materias primas entrega a patinador materiales para ser entregados a operarios en estaciones de trabajo.
- Patinador entrega materiales a operarios.
- Operarios inician elaboración del producto.
- El producto terminado pasa a encargado de calidad quien revisa condiciones de calidad.
- Se entrega producto terminado a cliente en caso contrario se devuelve a producción.
Producción“a prueba de errores” Se sigue el mismo procedimiento desarrollado en las etapas de producción, pero se considerarán las siguientes variaciones:
Se ubican los dispositivos en algunas de las estaciones de trabajo, de modo que la indicación de estos quede a la vista de cada operario. Las estaciones que tendrán dispositivos serán las que se describen a continuación:
- Estación de inflar bombas.
- Estación realizar antenas.
- Estación hacer patas.
- Pintar cara a bomba.
109
Ahora cada operario verificará antes de pasarlo a la estación de trabajo siguientes si el ensamble pasa por el dispositivo, y si coincide con estos, con el fin de controlar el producto. Para el caso en el cual el producto el mismo operario deberá operario corrige errores antes de pasarlo a la siguiente estación, debe validar que cumpla con el dispositivo.
- Así hasta completar los pedidos, igual que en la etapa anterior.
- Se calcula la nueva tasa de producción, y se compara con las tasas anteriores.
Implementación
Es el proceso de implementación de la herramienta para la productividad Poka-Yoke, se desarrollan muestras pilotos en los laboratorios de producción con estudiantes pertenecientes a los semilleros En esta en cada puesto de trabajo se colocarán unas plantillas para validar que el producto salga en las condiciones adecuadas estos dependerán de las operaciones claves del proceso, donde se validad la necesidad de un dispositivo que ayude a mejorar la productividad A continuación, se muestra el registro fotográfico del proceso de implementación de está lúdica de aprendizaje, se contó con un total de 15 asistentes para el desarrollo de la lúdica, número adecuado con base a los requerimientos del personal que se necesita para efectuar esta.

110


Por lo tanto, se valida, que está lúdica apunta adecuadamente a una estrategia de aprendizaje dinámico que transforma un proceso de enseñanza en algo divertido, donde los asistentes se llevan conocimiento específico a través del juego.
111
6.4 El Informe que resulta del desarrollo es el siguiente
- Antes de implementar el sistema que observaciones importantes tienen Se observa:
- Con la implementación de la herramienta para la productividad que reflexión tienen sobre el proceso
Desbalanceo en los puestos de trabajo. No estaba estandarizado el proceso. Mucha cantidad de puestos no garantiza la fluidez del proceso. Antes de implementar Poka-Yoke era más demorado el proceso
Con esta implementación se evidencia más claramente las habilidades de algunos operarios, elemento que no se evidenciaba cuando no se tenían los dispositivos, se pensaba que algunas personas en algunos puestos eran ineficientes, pero no, el dispositivo poka-Yoke, les ayudo y se evidencio que no eran ineficientes, al contrario, muy eficientes Además, con el desarrollo de la lúdica y la comprensión de lo que es poka-yoke se evidencio que era necesario otros dispositivos que podrían ser de gran utilidad en el proceso La implementación de la herramienta permite eliminar tiempos muertos y además, permite optimizar el tiempo de las personas en el proceso, permitiendo que la salida del producto sea más óptima Por esto la entrega del producto final es más conforme, se elimina reproceso en proceso.
112
- Ventajas de implementar una herramienta para la productividad Las ventajas evidentes en la aplicación de una herramienta son la disminución de costos, mejor manejo de los recursos, menos desperdicios, adicional se minimiza los tiempos muertos y permite que se establezcan métodos de trabajo más óptimos
- Desventajas observadas de esta Una mala aplicación de una herramienta para la productividad puede desencadenar problemas de comunicación, en un ejercicio tan simple como el realizado se alcanzó a detectar cómo será el mundo real con toda su complejidad Además, la no utilización de herramientas genera pocas estrategías de mejora en los procesos, estos se vuelven monótonos y no permiten encontrar las causas reales de los problemas en los procesos de producción. Adicional a esto, es evidente que si no se capacita a las personas en las herramientas se puede incurrir también en un problema de comprensión de esta, como desde un ejercicio como una lúdica uno puede aprender tanto de esta herramienta, algo que desconocíamos y ahora sabemos que existe
- Como una herramienta como Poka-Yoke permitirá a las empresas trabajar en la mejora continua Al poseer una estandarización del proceso se puede identificar posibles inconformidades a futuro y crear planes de acción. Los dispositivos ayudarán a minimizar los posibles errores que se presentan en el proceso y si esto se logra el tiempo de salida del producto será mínima evitando el reproceso común en los procesos de producción
113
115
SMED
Sonia Jaquelliny Moreno Jiménez
Diana Maria Montoya Quintero
Albert Einstein “Hay una fuerza motriz más poderosa que el vapor, la electricidad y la energía atómica: la voluntad”
117
7. SMED
Shingo (1985) desarrolló la técnica de intercambio de un solo minuto de troquel ( SMED ) durante un período de 19 años, a partir de 1950. La técnica de Shingo se refiere tanto a la teoría como a la práctica de simplificar y mejorar las actividades de configuración operativa en menos de diez minutos. ' duración total. El requisito para SMED se deriva de las dificultades encontradas en los entornos de fabricación de la producción diversificada y de bajo volumen. Estas dificultades son esencialmente el mayor número de configuraciones de maquinaria necesarias para producir una variedad de productos en pequeños lotes.
SMED La teoría (Shingo, 1985, p. 33) afirma que, incluso si la frecuencia de las configuraciones no puede reducirse, el tiempo de inactividad real causado por los cambios en las especificaciones de la maquinaria puede reducirse considerablemente, lo que proporciona un aumento en la capacidad de producción disponible. Shingo por lo tanto pronuncia que: el SMED se puede aplicar en cualquier fábrica, en cualquier máquina, y la primera etapa de la implementación es la separación de la configuración interna y externa (Shingo, 1985) citado por (Moxham C, Greatbanks R. 2018).
Es un hecho evidente que en la mayoría de las empresas existe la necesidad de reducir los tiempos de cambio de útiles sin incurrir en unos costes excesivos. Por ello, es preciso contar con una metodología en la que durante un breve periodo de tiempo de intervención se pueda realizar la ejecución del método SMED sobre un caso real.
118
Desde la óptica del mundo profesional esta metodología ha de mostrar “cómo realizar” una correcta intervención teniendo presente que las empresas buscan cubrir la formación de su personal mediante una aplicación práctica en el taller, sobre el terreno. Solo de esta forma el personal de la empresa puede llegar a adquirir el suficiente dominio sobre la herramienta SMED como para asegurar una aplicación efectiva a nivel interno. Siguiendo la “regla del 80/20” o ley de Pareto, hemos definido un procedimiento que pretende conseguir el 80% de la ganancia del SMED empleando para ello el 20% de los recursos que precisa la metodología original (los recursos esenciales) y, al mismo tiempo, contribuir a la formación del personal de la empresa de manera efectiva. Partiendo de esta idea, el presente documento describe la metodología y las etapas necesarias para llevar a cabo una rápida aplicación del cambio de utillaje-herramienta.
7.1. Métodología6
La idea que subyace al método es sencilla: dado un cambio de utillaje, se configuraun equipo de trabajo multidisciplinar que estudia el proceso para conseguir su optimización tanto desde el punto de vista técnico como económico. Esta metodología se lleva a cabo en un periodo de tiempo muy breve, en concreto cuatro días de trabajo, lo que la convierte en una herramienta muy rentable para las empresas, ya que pueden replicarla fácilmente en otras máquinas y útiles.
El método se apoya en el conocimiento que tienen los operarios y en la capacidad del coordinador para liderar el equipo en la utilización de los mecanismos o herramientas propias del SMED. Dicho coordinador necesita poseer competencias propias de un ingeniero industrial o de organización industrial a fin de garantizar la consecución
119
de los objetivos marcados: capacidad de motivación, liderazgo, coordinación de equipos, etcétera. Otro elemento clave es la comunicación entre los integrantes del grupo de trabajo, por lo que se necesita un soporte documental o mural1 (véase la figura 1) quetodos los participantes puedan observar y que guíe el comportamiento del equipo durante el proceso. A continuación, se describirán los diferentes pasos y actividades que componen la metodología, siguiendo el esquema que aparece en la figura 2
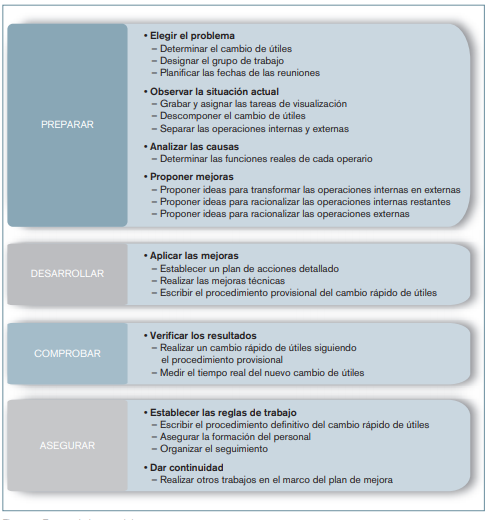
7.1.1. Pasos de implementación de la herramienta SMED
PASO 1: Elegir el problema
La primera acción que hay que realizar ha de ser la elección del cambio de útiles sobre el que se va a aplicar la metodología. Las empresas suelen tener claro sobre qué máquina empezar a aplicar la herramienta SMED, ya que acostumbra a ser la más difícil de dominar y la que más problemas tiene. Sobre el panel o mural se debe

120
Esquema planteado
121
definir de forma precisa el cambio de útiles que se va a estudiar indicando el nombre de la empresa, del taller y de la línea, así como el nombre y número de la máquina y la denominación de los productos fabricados. La siguiente actividad consiste en designar el equipo de trabajo: de acuerdo con el conjunto directivo, se debe concretar qué personas compondrán el grupo de trabajo, de forma que estén representado todos los departamentos.
El equipo resultante deberá ser multifuncional, e incluir al jefe de la unidad de trabajo, los ajustadores, el personal de mantenimiento y los operarios que ocupan el puesto de trabajo, así como los técnicos de los servicios de soporte de útiles, métodos, calidad, ingeniería, etc. Por último, han de planificarse las fechas provisionales de las reuniones, contactos y entrega de documentación.
PASO 2: Observar la situación actual
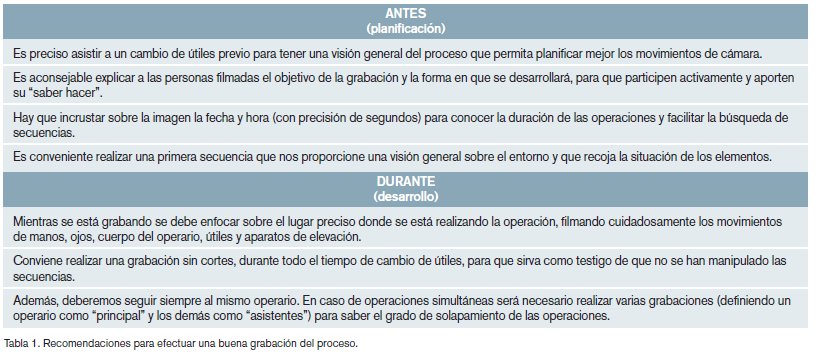
Una vez en el taller, es preciso grabar en vídeo el proceso de cambio de útiles,desde la última pieza buena que sale de la serie precedente, hasta la primera pieza buena de la siguiente serie, a cadencia nominal. Para llevar a cabo dicha actividad de la forma más eficiente posible, se recomienda seguir los consejos que aparecen en la tabla 1.
Registrar el proceso en vídeo o formato digital presenta varias ventajas asociadas a la objetividad y al poder de convicción de la imagen: el equipo comparte una misma observación del cambio de útiles, lo que les permite comprender mejor el proceso, se puede volver a visionar lo grabado o volver a ver ciertas secuencias, se pueden intercambiar ideas o preguntar al operario, los operarios pueden explicar mejor sus dificultades y admitir las propuestas de mejora, se facilita la descomposición del cambio de utillaje en operaciones elementales, etcétera. Además, un vídeo implica menos reacciones de rechazo que un estudio de tiempos sobre el terreno con observaciones directas.
122
Antes de visualizar la grabación es preciso asignar las tareas de visualización entre los distintos miembros del equipo de trabajo: uno de los operarios debe identificar las operaciones que se realizan durante el cambio de útiles; también debe encomendarse el manejo del cronómetro y de los medios audiovisuales; es preciso asignar varios responsables de la colocación de etiquetas, la realización de diagramas, la identificación de “hechos constatados” y, finalmente, otras personas se encargarán de identificar aquellas acciones y propuestas que surjan durante las conversaciones. A continuación, se procede a descomponer el cambio de útiles en operaciones elementales, para lo que se visionará la grabación tantas veces como sea necesario.
123
Este proceso de descomposición, que se corresponde con la fase 1 del SMED, se realiza en equipo aunque situando al operario como elemento central para que comente sus acciones y dé las explicaciones oportunas. Como resultado de este proceso se anotan sobre el mural distintas etiquetas o post-its con los detalles del cambio de útiles2 (utilizaremos post-its de diferentes colores para cada función): se ha de escribir la denominación de cada secuencia sobre las etiquetas y pegarlas por orden en las casillas de la fila “operaciones elementales”; también se escribirá el tiempo exacto que dura cada operación sobre etiquetas de diferente color y se pegarán en las casillas “duración” del mural; por último, han de anotarse los hechos constatados debajo de cada operación y su tiempo.
Una vez identificadas las operaciones elementales, es preciso separarlas en internas y en externas. Como se conocerá, existen dos tipos de operaciones en un cambio de útiles: las internas, que se efectúan imperativamente con las máquinas paradas (como es, por ejemplo, el cambio de una matriz), y las externas, que pueden efectuarse cuando la máquina está en marcha (por ejemplo, la salida y el retorno de los útiles al almacén). Transformar las operaciones internas en operaciones externas constituye la segunda fase de la metodología SMED, y es el principio de base que hay que aplicar para lograr el cambio rápido de útiles, ya que muchas de las tareas que se efectúan con la máquina parada se pueden realizar con ella en marcha.
El equipo, y en especial el operario que realiza el cambio, determina qué operaciones deben hacerse imperativamente con la máquina parada (operaciones internas) y cuáles pueden realizarse cuando la máquina está funcionando (operaciones externas) en la situación actual. En el mural, para cada operación ha de desplazarse la etiqueta de duración bien hacia la casilla “interna” o hacia la “externa”, según aparezca en la filmación. Esta simple reflexión hace que las ideas fluyan en el equipo anticipándose a las posibles solociones
124
PASO 3: Analizar las causas
Antes de sugerir soluciones de mejora es necesario conocer por qué se efectúa cada operación, es decir, es preciso determinar y describir la función real de cada operación. Para ello, deberemos tener presente que “el mejor cambio de útiles es, precisamente, la ausencia de cambio”. El equipo utilizará el método QQDCC (véase la tabla 2), lo que significa que para cada operación formularemos las preguntas de qué, quién, dónde, cuándo y cómo, seguidas cada una de ellas de 5 “porqués”. De esta manera, se sistematiza la búsqueda de justificaciones para la posible eliminación o sustitución de tareas.
Para llevar a cabo esta actividad debe utilizarse la información escrita sobre el mural de cambio rápido de útiles. Las observaciones importantes han de apuntarse en etiquetas amarillas (o de otro color diferenciador) que se pegarán en la fila “análisis” del mural. La importancia de la planificación de la producción se pone de manifiesto en esta fase, por lo que se necesitan datos precisos y fiables para asegurar la preparación en buenas condiciones.

125
PASO 4:Proponer mejoras
Tras la etapa de análisis llega el momento de que el equipo proponga mejoras para reducir el tiempo de cambio de útiles. Resulta fundamental anotar todas las sugerencias que afloren durante el proceso, por lo que en el equipo debe existir una persona que ejerza el rol de secretario recogiendo cada una de las sugerencias. Las ideas de mejora que vayan surgiendo durante esta etapa se irán plasmando en etiquetas, por ejemplo de color azul, que se colocarán sobre el mural. Las primeras mejoras han de orientarse hacia la transformación de las operaciones internas en externas (fase 3 del SMED).
El equipo examina cada operación interna una por una, y a partir de la naturaleza de la operación, su función en el cambio de útiles, los hechos constatados y las observaciones manifestadas después de aplicar la técnica de los 5 “porqués”, cada miembro del equipo propone ideas enfocadas a transformar las operaciones internas en externas (se busca minimizar el tiempo de parada de la máquina trasladando las operaciones a la etapa de preparación). Durante esta fase se evocan las técnicas de prerreglaje, precalentamiento, vaciado preliminar, etcétera, a fin de anticiparnos a aquellas operaciones que sean necesarias para que el cambio se realice de forma correcta.
También se examinan los sistemas de elevación o de aproximación de útiles tratando de optimizar el transporte de las cargas pesadas y la seguridad de los operarios. Precisamente, el grupo debe tener presente los problemas de seguridad y prevención de riesgos: se buscará la forma de eliminar las tareas difíciles, peligrosas, pesadas y los imprevistos, y se propondrán mejoras de reducción de tiempo que no creensituaciones peligrosas (en particular, las operaciones simultáneas).
126
Una vez transformadas las operaciones internas en externas, es preciso proponer ideas que sirvan para racionalizar las operaciones internas restantes, las que a priori no admiten ser externalizadas, lo que se corresponde con la fase 4 del SMED. En concreto, las operaciones internas que no pueden ser ejecutadas como externas se examinan nuevamente una por una para que el equipo reflexione sobre otras alternativas como son, por ejemplo, la reducción de tiempos o la agrupación de tareas.
Los participantes escriben sobre etiquetas ideas para reducir el tiempo de cada operación interna buscando, en todo momento, suprimir los reglajes y ajustes. Se recurre ahora a las técnicas de fijación rápida de elementos, fijaciones sin tornillo, etcétera; las conexiones se mejoran, se examina la utilización de plantillas, se busca la estandarización de funciones, sobre la máquina se estudian las configuraciones correspondientes a los diferentes reglajes, se utilizan marcas y medidas y demás.
El equipo también debe proponer operaciones que se ejecuten en paralelo y que puedan ser realizadas por otro operario o personal de la empresa. Obviamente, esta ejecución simultánea de actividades obligará a modificar la organización de los equipos a fin de garantizar que el número de operarios necesarios esté disponible sin penalizar la marcha de otras máquinas. En este punto, con la puesta en práctica de las distintas acciones definidas en las dos fases anteriores suele alcanzarse la reducción de tiempos objetivo establecida al inicio del proceso. Sin embargo, queda por definir un último grupo de mejoras necesarias para reducir y racionalizar las operaciones externas, tal como define la fase 5 de la metodología SMED, aquellas que se efectúan mientras la máquina está produciendo.
127
Optimizar las operaciones externas normalmente conlleva una mayor inversión, tiempo y planificación que las empresas no siempre están dispuestas a asumir. Son operaciones que perfectamente pueden ser estudiadas en otro momento, sobre todo porque vinculan la estructura y los recursos de la empresa. Sin embargo, esta fase debe tenerse en cuenta en su justa medida, ya que las operaciones externas movilizan distintos recursos materiales y humanos y limitan el número de cambios posibles de otros útiles en la máquina (si el tiempo externo es mayor que el de ráfaga más corta, la máquina tendrá que esperar).
Por ello, durante esta fase ha de trabajarse considerando la posibilidad de que la empresa decida continuar optimizando el cambio de utillaje del puesto estudiado. De este modo, los integrantes del equipo proponen ideas que racionalicen las operaciones externas, por ejemplo a través de un brainstorming, y, posteriormente, se incorporan al mural.
PASO: 6 Aplicar las mejoras
Durante esta etapa se ha de establecer un plan de acción detallado en el que el equipo tome decisiones a partir del estudio de las ideas planteadas, de su posibilidad de ejecución con los medios y recursos disponibles en la empresa, además del análisis tanto de los costes que conlleva su ejecución como del ahorro de tiempo efectivo que supone en el cambio de utillaje.
Para ello, se puede hacer uso de una matriz de selección multicriterio o de cualquier otro método que sea imparcial y técnicamente aceptable. Una vez elaborado el plan de acción, el equipo de trabajo ha de ponerlo en práctica y realizar las distintas operaciones técnicas que en él se hayan programado. Cuando una idea de mejora es tan compleja que necesita un estudio particular, se puede recurrir al método de resolución de problemas en grupo y/o a la técnica basada en el diagrama de afinidades.
128
La última actividad de esta etapa consiste en redactar un procedimiento provisional del cambio de útiles considerando que se han realizado las mejoras propuestas en las fases anteriores. Mentalmente se sigue la secuencia de operaciones de cambio numerando las distintas operaciones y teniendo en cuenta las necesidades de materiales y la disposición de medios para conseguir su óptima ejecución.
A continuación, se han de anotar las nuevas operaciones sobre etiquetas, por ejemplo, de color rosa, y los tiempos provisionales de realización sobre etiquetas amarillas. Las etiquetas se colocan en el mural en la zona “nuevo procedimiento” alineando las operaciones elementales con su duración, sea esta interna o externa. Una vez hecho esto para todas las operaciones, se puede conocer fácilmente el tiempo total que llevará realizar tanto las operaciones internas como las externas con el procedimiento provisional.
PASO: 7 Verificar los resultados (controlar)
Ahora que hemos definido de manera esquemática el nuevo procedimiento de cambio de utillaje es el momento de realizar un cambio de útiles según el procedimiento provisional que se ha definido. Se asigna una persona del equipo para que anote información relevante durante la ejecución secuencial del procedimiento y se prepara un nuevo cambio de útiles para realizarlo según el procedimiento previsto. El cambio de útiles se observa minuciosamente sobre el terreno y se graba para poder visionarlo posteriormente. Es necesario medir el tiempo real que lleva el nuevo cambio de útiles y el tiempo de cada operación, ya sea durante la ejecución o durante el visionando de la nueva grabación. Se puede documentar el proceso mediante una hoja de observación en la que se añaden los incidentes y las recomendaciones de mejora para la siguiente ejecución, destacando los hechos relativos a este nuevo cambio de útiles.
129
PASO: 8 Establecer las reglas de trabajo
Esta etapa tiene por objeto asegurar que lo que hemos ejecutado sobre el terreno queda anotado para que pueda ser replicado en los cambios sucesivos. Por ello, primero se ha de escribir el procedimiento definitivo del cambio de útiles a partir del procedimiento provisional, del resultado del ensayo precedente y de los hechos destacados.
Si bien el procedimiento provisional se puede redactar de forma resumida (para facilitar la transmisión verbal) y sin que tenga la formalidad de una norma ISO de calidad, no ocurre lo mismo con el procedimiento definitivo. En este caso, y a modo de guía, el nuevo procedimiento contendrá los siguientes conceptos básicos: operaciones por realizar, las piezas o productos que intervienen, normas afectadas, utilización de materiales y herramientas, disposición de lugar de trabajo y almacén, manipulación de materiales y, finalmente, organización y condiciones de trabajo.
Otra actividad necesaria consiste en asegurar la formación del personal para que cualquier operario implicado entienda y sepa realizar las nuevas operaciones y en la secuencia establecida. Es preciso vigilar que los antiguos procedimientos son reemplazados por los nuevos: para ello, el responsable de calidad debe establecer el procedimiento que será incluido en el manual de procedimientos después de un periodo de transición o prueba.
Por último, debe organizarse el seguimiento del tiempo de cambio de utillaje. Para cada cambio se registrará el tiempo de ejecución real, y todo lo que sobrepase el tiempo objetivo será documentado (indicándose el motivo del retraso) y tratado en el marco de la mejora continua. La representación gráfica de estos datos (véase la figura 3) permitirá ver la desviación respecto al objetivo marcado, facilitando que los operarios sugieran medidas correctoras.
130
El seguimiento de las acciones debe estar garantizado por el jefe de unidad o de taller (a quien se presentarán los resultados en reuniones mensuales), apoyado por una estructura de pilotaje en la que participen otros departamentos. El cambio de utillaje estará integrado en el plan de progreso y deberá ser generalizado por la dirección a otras unidades de trabajo: de esta forma, se asegura una buena jerarquización de los problemas que se van a tratar, una alta disponibilidad de los participantes o actores, una buena planificación de los medios y la posibilidad de realizar un seguimiento de las intervenciones efectuadas.
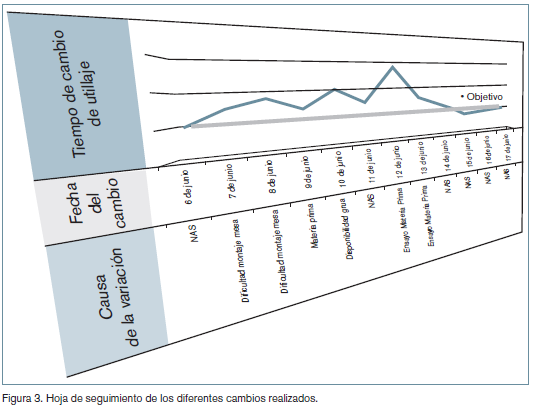
PASO: 9 Dar continuidad
La única manera de mejorar consiste en identificar los distintos cambios de útiles que se dan en la empresa y reducir sus tiempos de forma sistemática. Por tanto, en el marco del plan de progreso y a fin de dotar de continuidad a la metodología, debe fijarse un nuevo objetivo de mejora y utilizar la misma dinámica descrita hasta el momento para reducir el tiempo de un nuevo cambio de útiles. Para lograrlo se llevará a cabo un plan de actividades que deberá desarrollarse de forma ordenada por todo el taller o planta.
131
La responsabilidad de esta etapa suele recaer sobre el jefe de taller o el de fabricación, que debe extender la metodología entre el personal para que sea una herramienta dominada por el sistema de producción. Capitalizar la experiencia, conservar el dossier y todo el trabajo efectuado hará que se tome como referencia o comparación con otros puestos o máquinas. Por ello, resulta recomendable reflejar en un único documento el procedimiento seguido y las actuaciones efectuadas, tanto las generales como las específicas, de aquellos cambios con cierto grado de complejidad.
Una vez finalizado el trabajo siempre se ha de felicitar al equipo por el esfuerzo realizado. Este simple acto de reconocimiento contribuye a mejorar la motivación y satisfacción de todos sus integrantes, aunque, en realidad, el principal elemento de motivación suele ser la mejora de eficiencia lograda a lo largo del proceso: no hay nada más motivador que comprobar por uno mismo cómo el esfuerzo realizado da sus frutos.
132
134
135
VSM
Jhon Alexander Hoyos Quiroz
Magíster en gestión de la innovación tecnológica, cooperación y desarrollo regional
Ingeniero de producción
137
8. VSM
Introducción
El pilar clave para obtener resultados desde este método es aplicar el mapeo de la cadena de valor, que ayuda a visualizar el flujo del proceso de producción, monitorear el sostenimiento de las mejoras y el consumo innecesario de recursos. El mapeo de la cadena de valor es una herramienta que permite la representación gráfica del estado actual y futuro del sistema de producción, con el objetivo de que los usuarios tengan un mejor entendimiento de las actividades de desperdicio que necesitan ser eliminadas (Lovelle, 2001).
El asentamiento de esta estrategia constituye una especie de diagnóstico que colabora en la comprensión del flujo de material y de información, por consiguiente, se tiene una perspectiva más clara de la situación real en la organización. Cabe aclarar que para atacar de raíz el problema, es indispensable involucrar al equipo de colaboradores en la búsqueda de “desperdicios”, pues ellos tienen un contacto directo con la elaboración del producto y al tener un conocimiento previo del fenómeno, es más factible eliminar las operaciones improductivas.
VSM (Value Stream Map)
138
Además, este método hace surgir una nueva atmosfera en la empresa que es visualizada en el mercado y se convierte en una estrategia de posicionamiento; para lo cual (Gutiérrez, 2004), afirma: “se es más competitivo si se puede ofrecer mejor calidad, a bajo precio y en el menor tiempo.”
139
8.1 Ahora bien, ¿Que es el VSM?
Es una herramienta visual que permite detallar y entender el flujo de materiales e información necesarios para que un producto o servicio llegue al cliente.
Para que sirve el VSM
- • Comprender mejor nuestro proceso
- • Descubrir los desperdicios(Mudas)
- • Establecer planes de acción para obtener mejoras reales
- • Mejorar la capacidad del proceso
Proceso de creación de un VSM

- • Definir el alcance
- • Crear mapa de nivel superior
- • Realizar matriz SIPOC
- • Definir familia de productos
- • Construir VSM actual
- • Análisis y cálculo de takt time y lead time
- • Construir VSM futuro
140
En primer lugar se debe determinar el flujo del proceso para construir una herramienta visual que integre el recorrido del material y el flujo de la información, para esto usamos una dinámica que consiste en reunir un equipo multidisciplinario de colaboradores, con su respectivo líder, para iniciar una capacitación donde se expliquen los fundamentos de la herramienta VSM; luego de esto se define el alcance de cada uno de los procesos, con lo anterior se crea un diagrama de nivel superior entre todos los participantes.
Después se realiza una matriz SIPOC para tener una vista macro de las interrelaciones entre los procesos de la organización, respectivamente se define una familia de productos de acuerdo a las características que tienen en común. Por otra parte se construye un bosquejo colectivo de la cadena de valor actual con base en la experticia que tiene cada uno de los integrantes frente al proceso productivo
Este bosquejo inicial únicamente contiene el diagrama y para obtención de los datos es necesario filmar el proceso de fabricación de una de las calcomanías pertenecientes a la familia previamente seleccionada, dicho video permite adquirir de manera detallada la información del proceso, además facilita detectar las oportunidades de mejora.
Ahora bien, se distingue que los altos tiempos de alistamiento es la problemática directa en Marca Zeta, para lo cual es preciso emplear la herramienta SMED teniendo como prerrequisito haber implementado las 5 “S”. En este contexto se debe crear un grupo que tenga conocimiento específico del proceso de impresión y capacitarlos en la herramienta SMED, implementándolo de acuerdo con las siguientes fases:
141
8.2. Fases de implementación
FASE 1: Documentar los pasos del cambio de referencia y medir el tiempo que tarda el alistamiento actual. En este punto se toma como referencia una parte del video elaborado anteriormente para visualizar el proceso desde que termina la última calcomanía del lote anterior, hasta que produce la primera calcomanía buena del siguiente lote. Se continúa con la construcción del mapa del área o diagrama espagueti de la actividad y luego se separan actividades internas de externas.
FASE 2:Identificar los desperdicios de manufactura y plantear diversas hipótesis de posibles mejoras. Con base en el principio Pareto se define la causa vital que infla el tiempo de alistamiento y a este mismo se le implementa la filosofía Kaizen para minimizar esta muda, dicha filosofía se implementará teniendo en cuenta los siguientes pasos:
- • Conformación del equipo de trabajo y realización de cronograma de actividades.
- • Documentación de la situación actual.
- • Seleccionar el problema.
- • Definir la meta.
- • Análisis de causa (espina de pescado)
- • Establecer las contramedidas o plan de acción.
- • Aplicación y verificación de los resultados.
- • Estandarizar.
142
FASE 3:En el proceso de conversión de actividades existen algunos pasos que no se pueden transformar de internos a externos, en ese caso es importante reducir sus tiempos al máximo.
FASE 4:Comunicar a todos los involucrados acerca de las modificaciones de las operaciones que se realizaban durante el alistamiento, seguido a esto documentar los cambios efectuados en el estándar de trabajo, capacitar al personal con el procedimiento nuevo, finalmente medir dichas mejoras y evaluar el impacto alcanzado.
Para terminar se debe estructurar un VSM futuro donde se representará el estado del proceso después de que se ejecuten las mejoras, donde nuevamente se calculan los tiempos de ciclo y se evidencia el impacto de todas las mejoras realizadas en el transcurso de la intervención.
8.3. Pasos implementación Caso MARCAZETA
PASO 1:
Que líder de operaciones no se ha hecho las siguientes preguntas
- ¿Porque nuestro indicador de cumplimiento no es del 100%?
- ¿Qué hace falta para entregar todos los pedidos a tiempo?
- ¿Cuál es el tiempo de ciclo de nuestros productos?
- ¿Cómo puedo saber que voy a quedar mal con los despachos de la próxima semana y tomar correctivos?
- ¿En qué estado está mi planta respecto a la competencia?
143
Todos los anteriores interrogantes ocurren a diario en múltiples empresas del aparato productivo del país, especialmente en las Pymes, sin embargo este capitulo se presenta, unas herramientas fundamentales para el diagnóstico, levantamiento de información y toma de decisiones para solucionar todos estos interrogantes.
PASO 2:
Se realizó Segunda sesión de VSM con la participación de los jefes de área con el fin de elaborar las diferentes rutas que tiene el proceso y verificar todo el flujo desde que el cliente envía la orden de compra hasta que llega el producto con el fin en encontrar oportunidades de mejora.

Se pretendía culminar VSM Actual teniendo en cuenta las diferentes rutas y los tiempos estimados por familias de Productos.
144

145
Para la selección de la familia de productos se usa una regla Pareto donde se represente un alto porcentaje del negocio, que contribuya a las ganancias netas, que sea muy competitiva o por el contrario que tenga muchos problemas, que los periodos de entrega sean muy largos o que tengan mucho cuello de botella entre otros.
PASO 3:
Luego con los integrantes del equipo se realiza un recorrido por todo el proceso con todos lo integrantes del equipo para que todo analicen desde otra perspectiva, un factor importante es que las personas estén separadas de las operaciones del día a día en sus labores y estén completamente concentrados en este tipo de desarrollo metodológico.
PASO 4:
A partir de esto se empieza con un mapa de nivel superior, que se logra a partir de un mapa de procesos de la compañía donde se grafica cuáles son las interacciones de los, por tal motivo es de suma importancia que todos los líderes de cada proceso estén ahí dando sus aportes; se coloca orden, fabricación, compras, despachos, comercial entre otros….
PASO 5:
De ahí en producción que para este caso proceso de manufactura, se hace un zum y se coloca todos los procesos o línea de producción ejemplo: preparación de la máquina, ensamble entre otros… Luego se dibuja el flujo del material el rededor del mapa de nivel superior que se va construyendo.
146
PASO 6:
Luego se realiza la toma de tiempos a un lote de producción que pertenezca ala familia alinea de productos y se le hace un seguimiento desde que empieza el primer proceso hasta el que sale de la primer unidad terminada, se toman tiempos por cada una de las áreas, con un cronometro y se confía solo en el tiempo que el equipo de trabajo toma, la recolección de tiempo debe se ejecutada por la misma persona que inicia. Tomando en especial los datos del proceso que sean aplicables como número de operadores, turnos, desplazamientos, procesamiento la base, tiempo de cambio, variabilidad, tamaño del lote, tiempos muertos, tasa de defectos, la eficiencia, las piezas de un inventario etc.… entre mas datos se tengan mejor por finalmente el equipo de trabajo organiza la información y cuales de esos datos se posicionan en el VSM.
PASO 7:
Luego se empieza a calcula el takt time que es el ritmo que debe latir el corazón del cliente como la indican los teóricos, posteriormente al paso o al ritmo que debe trabajar la planta de producción si se quiere cumplir los pedidos de los clientes. Con base a todos los datos se calcula el tiempo de ciclo, entonces la idea es que el tiempo de ciclo y el takt time sean muy parecidos, que puede suceder que si los tiempos de fabrica siendo el equipo de trabajo que los tomo son superiores al tictac quiere decir que el proceso va mal porque se demora mas de lo que se debería de demorar para hacer los productos y por eso no se alcanza el tiempo. Y si por el contrario pasa que el tictac es mucho mayor que los tiempos de operación, se va a tener muchos tiempos muertos donde el operario le sobren días u horas de trabajo.
"Cualquiera de los dos escenarios es supremamente malo para la compañía"
147
8.4. Resultados
A través del VSM se logró identificar las operaciones que no agregaban valor para el consumidor, con base en este diagnóstico inicial se determinó un plan de acción fundamentado en la implementación de KAIZEN, por otra parte se aplicó la herramienta SMED para obtener como resultado la reducción de los tiempos de alistamiento en un 33.3 % Además se pudo reducir los inventarios en proceso, se aumentó la flexibilidad del proceso productivo y la capacidad de la línea de producción, esto permitió dinamizar la línea multiproducto enfocado hacia la satisfacción de las necesidades de los clientes.(ver las figuras)

Mudas existentes en el área de impresión Screen, las cifras evidencian que el caucho era la muda en la cual se invertía la mayor parte de la jornada laboral.
148

La implementación del KAIZEN impactó indirectamente el consumo de rollos de cauchos de una manera significativa pasando de consumir 11 rollos al inicio de agosto del 2015 a consumir 2 rollos en febrero de 2016.

149
En esta grafica se evidencia el aumento de la productividad en un 8% haciendo un comparativo donde se pasó de procesar en el mes de noviembre 20.222 unidades a 22.0692 unidades en el mes de febrero; como consecuencia de que ahora se está invirtiendo en producción de unidades, mientras que anteriormente se usaba para adecuar el caucho a las maquinas impresoras.

Se observa una reducción del 9 % de tiempo de la jornada laboral en que los colaboradores realizaban operaciones que no agregaban valor al consumidor.
150

151

152
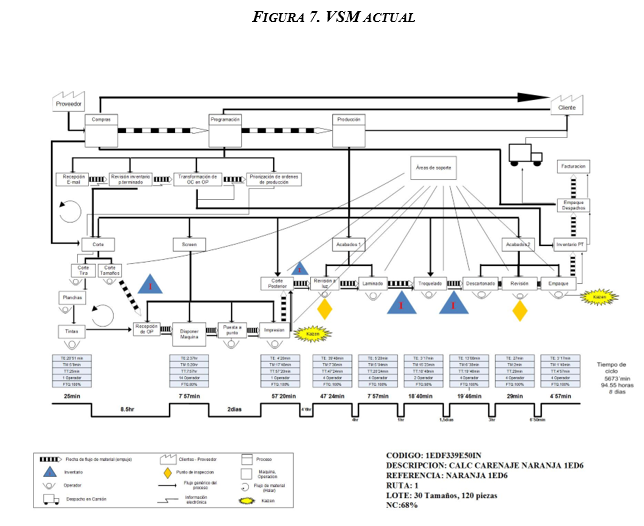
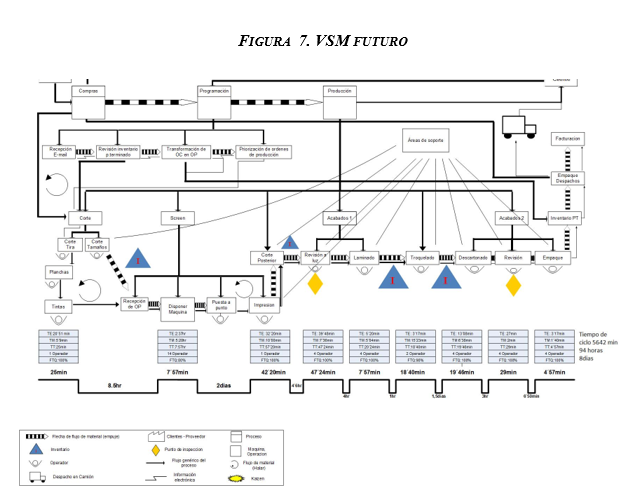
153
155
Causa & Efecto
Calos Aguilar
Ingeniero Mecánico
157
9. CAUSA & EFECTO
Esta compañía se basa en la metodología llamada Monozukuri orientada por su gerente actual Carlos Aguilar, la cual establece una filosofía de producir bien , la metodología es genérica y adaptable a diferentes tipos de producción , no solo a la manufactura ajustada como lo preside las Herramientas Lean Manusfacturing, si bien se dista en estos aspectos la metodología Monozukuri adopta herramientas como 5S , kaizen, justo a tiempo ,TPM, ajustándola al entorno latino americano, así es como unas 5S no es solo para reducir la muda o el desperdicio y suciedad, esta herramienta por ejemplo permite establecer disciplina a través de la rutina del orden y estandarización de puestos de trabajo.(ver grafica, Equipos de trabajo)

La filosofía Monozukuri, va más allá y se establece un paradigma para la gestión del conocimiento con las escuelas de destreza que consisten en una potente herramienta de entrenamiento experiencial para disminuir las curvas de aprendizaje, la rotación de personal, la accidentalidad y aumentar la productividad. En japonés, Monozukuri es un workd compuesto que comprende "mono" que significa "productos" (literalmente, "cosa") y "zukuri" que significa "proceso de creación o creación"(educationinjapan, 2009). Una de laexperiencia con algunos aliados a la empresa CAUSA&EFECTO se documentó en la revista ACUERDOS.
158
De acuerdo con la experiencia reseñada por la Alcaldía de Medellín y la Andi (2015), en la puesta en marcha del Piloto de Desarrollo de Proveedores de la Red de Ensamble de Alto Valor Agregado del Valle de Aburrá, se adhirieron empresas con características homogéneas como: AKT, Haceb, Renault-Sofasa, Incolmotos Yamaha, Mitsubishi Electric y Auteco quienes, con el apoyo de la Secretaría de Productividad y Competitividad de la Alcaldía de Medellín, iniciaron el proceso de desarrollo de proveedores bajo la metodología Monozukuri. esta consultora quien ha acompañado los procesos de implementación de programas piloto, junto con el SENA,con resultados destacados en cuanto a la transformación de una cultura orientada a la productividad y al mejoramiento continuo, en donde el conocimiento preciso y a la medida forman parte fundamental de la estructura operativa(Turismo, 2016, p. 17).
159
En el video se observa una caso de exito llamado MÉTODO TWI a contuniacion se describe todo el paso a paso para el entrenamiento.
9.1. MÉTODO TWI
JOB INSTRUCTION TRAINING - ENTRENAMIENTO EN EL PUESTO DE TRABAJO
1. ENTRENAMIENTO EN 4 PASOS
PASO 1.PREPARAR AL APRENDIZ
- Poner cómodo al aprendiz
- Nombre la operación que se va a realizar
- Averigue cuánto sabe el empleado de la operación
- Haga que el empleado se interese en aprender el trabajo - Ubique al empelado en el lugar correcto
160
PASO 2. PRESENTAR EL TRABAJO
- Enuncie y muestre los pasos importantes uno por uno
- Hágalo de nuevo, acentuando PUNTOS CLAVES
- Hágalo de nuevo, diciendo razones para los puntos claves
- Enseñe claramente, completamente, y con paciencia, pero no de más información de la que pueda digerir.
PASO 3. INTENTAR EL TRABAJO
- Póngale a trabajar - corrija sus errores
- Haga que explique cada PASO IMPORTANTE mientras efectúa el trabajo de nuevo.
- Pídale que explique cada PUNTO CLAVE mientras efectúa el trabajo de nuevo.
- Pídale que explique cada razón para los PUNTOS CLAVES mientras efectúa el trabajo de nuevo.
Asegúrese de que comprenda. Continúe hasta que usted esté seguro de que el empleado sabe.
PASO 4 SEGUIMIENTO
- Déjelo solo con el trabajo
- Designe a quién le va a prestar ayuda - Revísele frecuentemente
- Motívele a que haga preguntas
- Empiece a disminuir la ayuda
161
2. ¿CÓMO PREPARARSE PARA INSTRUIR?
Antes de la instrucción:
A. TENER UN HORARIO DE ENTRENAMIENTO
Quién debe ser entrenado... Para qué trabajo... En qué fecha...
B. DIVIDIR EL TRABAJO
C. TENER TODO LISTO
Equipo adecuado, materiales, herramientas, y otras cosas que ayuden a la instrucción.
D. ARREGLAR EL LUGAR DE TRABAJO
Tal como está en las actuales condiciones de trabajo.
JOB RELATIONS - RELACIONES EN EL PUESTO DE TRABAJO
DEFINA UN OBJETIVO
Paso 1: Obtenga los hechos Obtener toda la historia (opiniones y sentimientos)
Paso 2: Sopesar y decidir No saltar a conclusiones (acciones posibles)
162
Paso 3: Tome acción No lo pase a otra persona
Paso 4: Verificar resultados ¿Su acción ayudó a la producción?
FUNDAMENTOS DE UNAS BUENAS RELACIONES
Deje cada trabajador saber cómo se está desempeñando Reconocer a los trabajadores cuando se lo merezcan Avisar a la gente de antemano sobre los cambios que los afectarán Potenciar de la mejor manera las capacidades de las personas
MODELO DE RELACIONES LABORALES

163
No.___________
HOJA DE DESGLOSE DE LA INSTRUCCIÓN DE TRABAJO
Operation: _____________________________________________________
Parts: ________________________________________________________
Tools & Materials: _______________________________________________
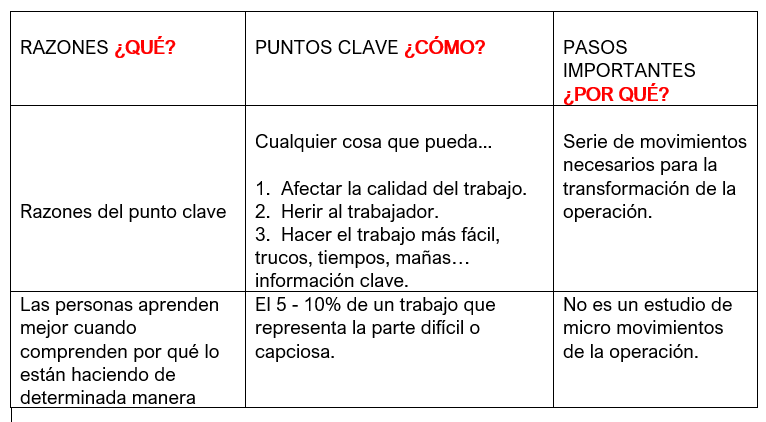
164
¿CÓMO HACERLO?

165
Otro ejmeplo de caso de exito se describe a continuacion de la empresa CORONA
ARTÍCULO EN CONSTRUCCIÓN
9.2 ESTUDIO DE CASO:IMPLEMENTACIÓN EN GRUPO CORONA
STARTUP COLOMBIANA INNOVA EN PROCESOS DE SELECCIÓN Y ENTRENAMIENTO PARA OPERARIOS
Impactos en productividad de hasta $80.000 MCOP
Reducción de curvas de aprendizaje en hasta un 90%
La lógica de la eficiencia de “hacer más con menos” ha inspirado a muchas compañías a emprender planes de reestructuración para recortar costos, algunas veces, a costa de la calidad de los productos o servicios, pues muchos de estos recortes están propuestos en función de criterios mecánicos exclusivamente.
Existe una perspectiva más amplia que entiende la eficiencia como la capacidad de “utilizar los recursos necesarios para hacer bien lo que hay que hacer”. Es decir, no utilizar más ni menos de lo que necesito, pues está demostrado que cualquier exceso en una u otra dirección afecta la sostenibilidad de una organización.
Inspirada en este principio, la startup colombiana Causa y Efecto -creada en 2014 para liderar un proyecto de la Red de Ensamble del Valle de Aburrá- desarrolló una metodología aplicada a procesos de selección y entrenamiento del personal operativo, mediante la identificación y desarrollo de sus destrezas.
166
Si bien la metodología se alimenta de algunos principios del sistema de producción Renault, Nissan, Toyota y de la metodología TWI (Training Within Industry), lo que la hace realmente efectiva son los desarrollos propios de equipos y técnicas “made in Colombia”, que son los que finalmente hacen posible su apropiación en nuestra cultura e idiosincrasia.
El resultado: trabajadores que conocen muy bien su operación y que la realizan de una forma segura. Como consecuencia se disminuyen las curvas de aprendizaje (casos reportados de hasta un 90%), los accidentes de trabajo, los defectos de calidad, y por tanto se aumenta la productividad.
Caso Grupo Corona
Corona es una multinacional colombiana con más de 135 años de historia dedicada a la manufactura y comercialización de productos para el hogar, la construcción, la industria, la agricultura y el sector de energía. Cuenta con 20 plantas de manufactura en Colombia, 3 en Estados Unidos, 3 en Centroamérica y 3 en México, así como con una oficina de suministros globales en China. Corona inició el proyecto de entrenamiento en destreza en febrero de 2018, con un piloto en su planta de Cerámicos en Girardota-Antioquia. Los resultados de este trabajo fueron tan impactantes que a la fecha han construido otros 5 centros en Colombia y México.

167
9.3. RESULTADOS PLANTA GIRARDOTA
Producto: Onepiece
Curvas de aprendizaje
En el proceso de entrenamiento tradicional de Corona, un operario de mayor experiencia capacita al nuevo, según su criterio. No existe estándar en el método ni en los contenidos, y las curvas de aprendizaje toman aproximadamente 3 meses.Hoy, con la selección del personal con base en su perfil biométrico y en un diagnóstico de destreza, sumado a un entrenamiento en el estándar de la operación, se logró una reducción de la curva de aprendizaje para operarios nuevos entre un 80 y 90%. Procesos que tardaban 120 días, han logrado reducirse a 15 días.

Lo importante, más allá de que los trabajadores logren aprender en menos tiempo, es que ingresan a su puesto de trabajo más seguros, con mayor conocimiento de la operación, y comportamientos más seguros.
168
Disminución de defectivos
La disminución de los problemas de calidad ha tenido el mayor impacto económico en la organización. El cálculo del ahorro acumulado a octubre de 2018 ronda los 80 mil millones de pesos.
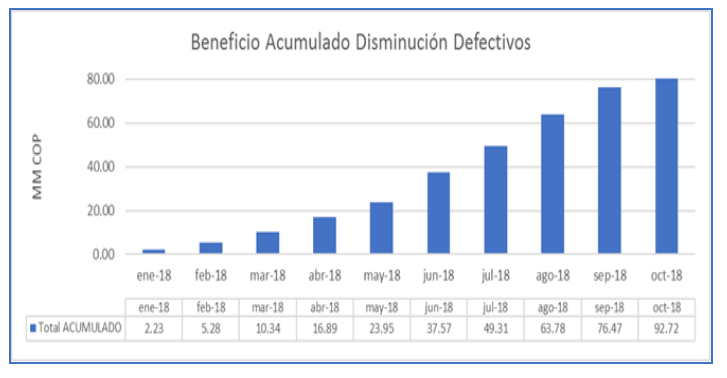
RESULTADOS PLANTA GRIFERÍA. FUNZA
Las griferías Corona (fabricadas y comercializadas por Colcerámica) son unas de las más reconocidas en Colombia por su calidad y diseño, y superan las normas nacionales e internacionales requeridas. Para la producción de grifería se realizan actividades manuales en alto porcentaje.
Defectos de calidad
En la línea de productos Aluvia, que fue lanzada al mercado en 2017, se detectaron inconformidades por aspectos de calidad (producto no conforme). De 35.900 piezas revisadas, 4.711 resultaron no conformes, es decir un 13% del total de la producción. En los reclamos asociados a defectos de cromado, se logró una reducción de un 95%. Y
169
en los reclamos asociados a error humano se alcanzó una reducción del 85%.
Tiempos de ciclo
Para tres productos de la línea Aluvia en cuanto a sus tiempos de ciclo actual frente a los tiempos registrados al comienzo del estudio, se evidencia reducción en las rutas entre un 23-33%.
RESULTADOS ESCUELA GAMMA
Por citar sólo un caso, en la producción de una de sus referencias (para efectos prácticos llamémosla RefX) por primera vez se superó el estándar de producción por persona, el cual se ubica en 600 unidades.
El promedio de rendimiento antes de iniciar el proyecto era de 580 unidades por persona. A los dos meses de iniciar el proyecto se alcanzaron rendimientos de 638 y 712 unidades, respectivamente. El ahorro en estos dos meses se cuantifica en $24 mil millones de pesos.

170
Un verdadero trabajo en SINERGIA, así podemos definir el ejercicio de selección por destrezas realizado en alianza con COMFAMA, ECOCEMENTOS Y CAUSA & EFECTO. 120 candidatos fueron evaluados para ocupar cargos como técnicos de mantenimiento y técnicos de producción en la nueva planta de ECOCEMENTOS en Río Claro.
Comfama estuvo a cargo del riguroso proceso de selección, y desde Causa y Efecto diseñamos las pruebas de destreza para complementar la selección. Este innovador ejercicio pretende garantizar los perfiles idóneos para trabajar en la nueva planta.


171
9.5. Cartilla de instrutor
A continuacion se evidencia un manual diseñado por la empresa, para orientar el papel del instrutor
172
173
Bibliografía
Cejas León, R., Navío Gámez, A., & Barroso Osuna, J. (2016).LAS COMPETENCIAS DEL PROFESORADO UNIVERSITARIO DESDE EL MODELO TPACK (CONOCIMIENTO TECNOLÓGICO Y PEDAGÓGICO DEL CONTENIDO)(49),Revista de Medios y Educación, 105–119.
Diaz, M. S. (2005). Breve inventario de los modelos para la gestión del conocimiento en las organizaciones.
Fernández, A. (2001). El Balanced Scorecard: ayudando a implementar la estrategia. REVISTA DE ANTIGUOS ALUMNO 32(1–9), 9.
González Millán, J. J., Rodríguez Díaz, M. T., & Rosales Agredo, J. A. (2015). Modelamiento del knowledge management por análisis factorial para grupos de investigación universitaria – caso UPTC.Pensamiento & Gestión. Retrieved
González Santoyo, F. C. A. G.(2011). Universidad Michoacana de San Nicolás de Hidalgo. Revista Del Claustro de Profesores de La Facultad de Contaduría y Ciencias Administrativas de La Universidad Michoacana de San Nicolás de Hidalgo 39
Kaplan, R. S., & Norton, D. P. (1996). The balanced scorecKaplan, R. S., & Norton, D. P. The balanced scorecard : translating strategy into action. Retrieved from (48), 207-231
Keith, L. C. (2002). Constitutional Provisions for Individual Human Rights (1977-1996): Are They More than Mere “Window Dressing?” Political Research Quarterly, 55(1), 111–143
Lepeley, M. T. (2007). Gestión y Calidad en Educación. Un Modelo de Evaluación. Retrieved from
174
Londoño, L. M. B. (2015). Diseño de un modelo de gestión del conocimiento gestión del conocimiento en CORANTIOQUIA, para CORANTIOQUIA, para favorecer el aprendizaje organizacion. Retrieved from PNUD (2015).Antioquia
Marrewijk, M. Van. (2010a). A Typology of Institutional Frameworks for OrganizationsTechnology and Investment, 1(9), 101–109.
Marrewijk, M. Van. (2010b). The Cubrix, an Integral Framework for Managing Performance Improvement and Organisational Development. Technology and Investment,2(13), 1–13.
Martinez, B. R. B., & Orbes, J. A. M. (2016).PROPUESTA DE UN MODELO DE GESTIÓN DE CONOCIMIENTO PARA EL GRUPO DE AUDITORIA TRIBUTARIA II DE LA DIVISION DE GESTIÓN DE FISCALIZACIÓN DE LA DIAN SECCIONAL CALI.
Medina, S., Melián González, A. J., & Hormiga Pérez, A. (2007). EL CONCEPTO DE CAPITAL INTELECTUAL Y SUS DIMENSIONES. Investigaciones Europeas de Dirección y Economía de La Empresa, 13(2), 1135–2523.
Miankata Arceo, A. (2007). Gestión del conocimiento en educación. http://www.itu.int/wsis/background/index.htm
Moon, Y. J., & Kym, H. G. (2009). A Model for the Value of Intellectual Capital. Canadian Journal of Administrative Sciences / Revue Canadienne Des Sciences de l’Administration,23(3), 253–269.
Ocaña, A. B. (2009). Aproximación a una taxonomía de modelos de gestión del conocimiento. Intangible Capital,5(1), 65–101.
Rahman, G., & Somayyeh, G. (2013). The optimal pattern modeling of knowledge management systems establishment in public sector organizations: A case study in Tavanir organization. Prestige International Journal of Management & IT,7(15), 2011–2019.
175
Soler, J. A. P., Delgado, F. M., Bajo, A. M., & Garcia, M. N. (2018). Modelos para evaluar la sostenibilidad de las organizaciones.Estudios Gerenciales,34(146), 63–73.
Univesidad de las americas, P. (2008). ESTUDIO Y ANALISIS DEL MODELO SKANDIAEstudios Gerenciales,34(146), 63–73.
Vidal Lizama, M. (2017). Knowledge in your classroom: A model of analysis for specialization codes in classroom discourse.Onomázein Revista de Lingüística, Filología y Traducción, (30), 149–178.
Zabaleta, A. T. (2003). LOS MODELOS ACTUALES DE GESTIÓN EN LA ORGANIZACIONES. GESTION DEL TALENTO, GESTION DEL CONOCIMIENTO Y GESTION POR COMPETENCIAS.Psicologia Desde El Caribe. Universidad Del Norte, 12(19), 115–133.
Soler, J. A. P., Delgado, F. M., Bajo, A. M., & Garcia, M. N. (2018). Modelos para evaluar la sostenibilidad de las organizaciones.Estudios Gerenciales,34(146), 63–73.
Univesidad de las americas, P. (2008). ESTUDIO Y ANALISIS DEL MODELO SKANDIA Estudios Gerenciales, 34(146), 63–73.
educationinjapan. (2009). The Mindset of Monozukuri and creativity in a traditional art form applied in science & technology today | EDUCATION IN JAPAN COMMUNITY Blog. Retrieved June 26, 2019 34(146), 63–73.
Turismo, M. industria y. (2016). ACUERDO Revista de Derecho Económico Internacional. ACUERDO Revista de Derecho Económico Internacional, 4(105), 1–105.
Turismo, M. industria y. (2016). ACUERDO Revista de Derecho Económico Internacional. ACUERDO Revista de Derecho Económico Internacional, 4(105), 1–105.
176
177
![]()